一种双工位自动焊接站的制作方法
本申请属于焊接设备,尤其是涉及一种双工位自动焊接站。
背景技术:
1、在焊接工艺中,焊接站的设计和配置对于提高生产效率、降低生产成本以及保证焊接质量具有重要意义。现有的焊接站大多采用单工位设计,即一次只能对一个产品进行焊接,这种设计方式限制了生产效率的提升,此外,现有的夹具一般采用手工装夹的方式,装夹效率慢,定位精度不高,影响产品的焊接质量。因此,开发一种能够同时对多个产品进行焊接的焊接站具有重要的实际意义。
技术实现思路
1、本实用新型要解决的技术问题是:为解决现有技术中的不足,从而提供一种双工位自动焊接站,旨在至少实现提高产品的定位精度和焊接质量的技术效果之一。
2、本实用新型解决其技术问题所采用的技术方案是:
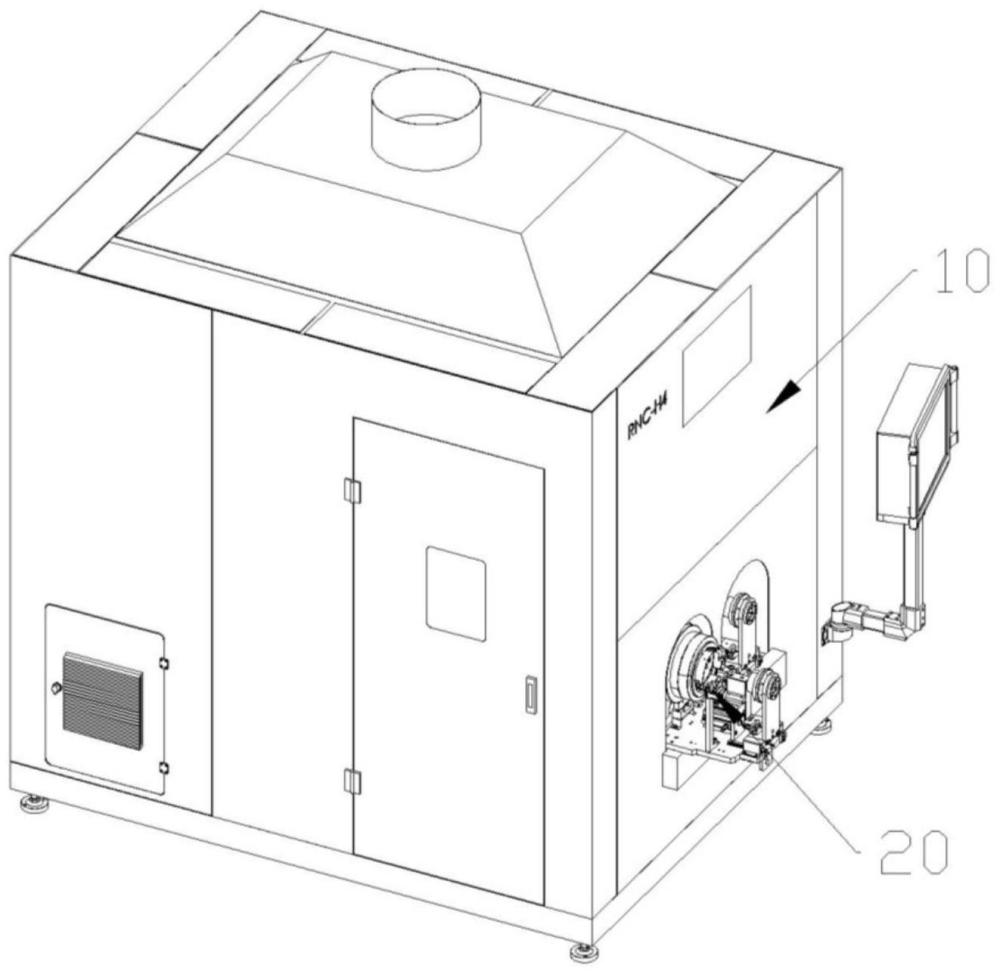
3、一种双工位自动焊接站,包括:箱体;
4、所述箱体内设置有双工位夹具,所述双工位夹具包括底座,所述底座上并列设置有两个沿x轴滑动的动力轴,所述动力轴用于装夹产品并驱动产品转动;
5、两个动力轴之间设置有用于焊接挡弧的挡弧板;
6、所述动力轴的产品装夹的端部设置有产品顶紧组件,所述产品顶紧组件包括沿x轴滑动的顶紧盘,所述动力轴与顶紧盘之间固定设置有产品定位座;
7、所述产品定位座的一侧设置有角度定位组件,所述角度定位组件包括角度定位气缸,所述角度定位气缸用于径向定位产品。
8、优选地,本实用新型的一种双工位自动焊接站,所述动力轴的动力输出轴上设置有用于装夹产品的夹爪。
9、优选地,本实用新型的一种双工位自动焊接站,所述底座上设置有两组动力轴滑轨,在动力轴滑轨上滑动设置有滑座,所述底座与滑座之间设置有第一驱动气缸,所述第一驱动气缸用于驱动滑座沿x轴方向滑动。
10、优选地,本实用新型的一种双工位自动焊接站,所述产品顶紧组件还包括第一支架,所述第一支架沿x轴方向滑动设置在滑座上,所述顶紧盘可转动的连接在第一支架上,所述滑座上设置有第二驱动气缸,所述第二驱动气缸的伸缩轴与第一支架连接。
11、优选地,本实用新型的一种双工位自动焊接站,所述滑座上设置有沿y轴方向限位槽,限位槽内设置有第二支架,所述第二支架的上端部设置有沿z轴方向调节的气缸安装板,所述气缸安装板上设置有x轴方向的腰孔,所述角度定位气缸连接在气缸安装板上。
12、优选地,本实用新型的一种双工位自动焊接站,还包括焊接机器人,所述焊接机器人设置在箱体内,所述焊接机器人用于焊接双工位夹具上产品。
13、优选地,本实用新型的一种双工位自动焊接站,所述箱体的侧壁上设置有两个焊接平台进出口,所述焊接平台进出口用于双工位夹具上下料。
14、优选地,本实用新型的一种双工位自动焊接站,所述动力轴滑轨的末端设置有定位支架组件,所述定位支架组件用于动力轴回到原点时进行定位。
15、本实用新型的有益效果是:
16、(1)本发明通过设置双工位夹具,实现了同时对两个产品进行焊接,提高了生产效率;
17、(2)通过设置动力轴、产品顶紧组件和角度定位组件,实现了对产品的精准定位和固定,保证了焊接质量。
18、(3)通过设置焊接机器人,实现了自动化焊接,降低了人工成本,同时将焊接设备集成到具有吸排烟雾功能焊接站内,保护了生产环境。
技术特征:
1.一种双工位自动焊接站,其特征在于,包括:箱体(10);
2.根据权利要求1所述的一种双工位自动焊接站,其特征在于,所述动力轴(22)的动力输出轴上设置有用于装夹产品的卡盘。
3.根据权利要求2所述的一种双工位自动焊接站,其特征在于,所述底座(21)上设置有两组动力轴滑轨,在动力轴滑轨上设置有滑座(27),所述底座(21)与滑座(27)之间设置有第一驱动气缸(28),所述第一驱动气缸(28)用于驱动滑座(27)沿x轴方向滑动。
4.根据权利要求3所述的一种双工位自动焊接站,其特征在于,所述产品顶紧组件(23)还包括第一支架(232),所述第一支架(232)沿x轴方向滑动设置在滑座(27)上,所述顶紧盘(231)可转动的连接在第一支架(232)上,所述滑座(27)上设置有第二驱动气缸(233),所述第二驱动气缸(233)的伸缩轴与第一支架(232)连接。
5.根据权利要求4所述的一种双工位自动焊接站,其特征在于,所述滑座(27)上设置有沿y轴方向限位槽,限位槽内设置有第二支架(262),所述第二支架(262)的上端部设置有沿z轴方向调节的气缸安装板,所述气缸安装板上设置有x轴方向的腰孔,所述角度定位气缸(261)连接在气缸安装板上。
6.根据权利要求1-5任一项所述的一种双工位自动焊接站,其特征在于,还包括焊接机器人(30),所述焊接机器人(30)设置在箱体(10)内,所述焊接机器人(30)用于焊接双工位夹具(20)上产品。
7.根据权利要求1所述的一种双工位自动焊接站,其特征在于,所述箱体(10)的侧壁上设置有两个焊接平台进出口,所述焊接平台进出口用于双工位夹具(20)上下料。
8.根据权利要求7所述的一种双工位自动焊接站,其特征在于,所述动力轴滑轨的末端设置有定位支架组件,所述定位支架组件用于动力轴回到原点时进行定位。
技术总结
本申请涉及一种双工位自动焊接站,箱体内设置有双工位夹具,双工位夹具包括底座,底座上并列设置有两个沿X轴滑动的动力轴,动力轴用于装夹产品并驱动产品转动;动力轴的产品装夹的端部设置有产品顶紧组件,产品顶紧组件包括沿X轴滑动的顶紧盘,动力轴与顶紧盘之间固定设置有产品定位座;产品定位座的一侧设置有角度定位组件,角度定位组件包括角度定位气缸,角度定位气缸用于径向定位产品。本技术的双工位自动焊接站通过双工位夹具的设计,实现了同时对两个产品进行焊接,提高了生产效率。同时,通过精准的定位和固定装置,保证了焊接质量。焊接机器人的应用,实现了自动化焊接,降低了人工成本。
技术研发人员:许映华,许宝明,唐成育
受保护的技术使用者:苏州正四方机器人科技有限公司
技术研发日:20240411
技术公布日:2024/12/10
- 还没有人留言评论。精彩留言会获得点赞!