制品冲压成型装置的制作方法
本申请涉及制品冲压成型,特别是涉及一种制品冲压成型装置。
背景技术:
1、冲压是一种高生产效率、低材料消耗的加工方法,其工艺理论是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的制品。冲压工艺适用于较大批量制品的生产,便于实现机械化与自动化,有较高的生产效率。
2、随着制品冲压成型装置的不断发展与衍变,对制品的精度及外观要求越来越高,越来越多的冲裁制品要求其断裂面必须为70%以上区域的光亮带,甚至100%的光亮带,断裂面低于70%区域的光亮带相应为不良品。这就对相关技术中的制品冲压成型装置的冲裁质量提出了大大的挑战,制品合格率较低,加工效率较低。
技术实现思路
1、基于此,有必要克服现有技术缺陷,提供一种制品冲压成型装置,它能够提高制品加工质量,使得制品合格率提高,加工效率提高。
2、一种制品冲压成型装置,所述制品冲压成型装置包括:
3、预切机构,所述预切机构用于对料带进行预切处理,所述预切机构包括与所述料带的连接条位置对应布置并在所述连接条上切割形成缺口的预切件;及
4、冲压成型组件,所述冲压成型组件用于对经过所述预切机构预切处理后的所述料带的待冲压部进行冲压处理。
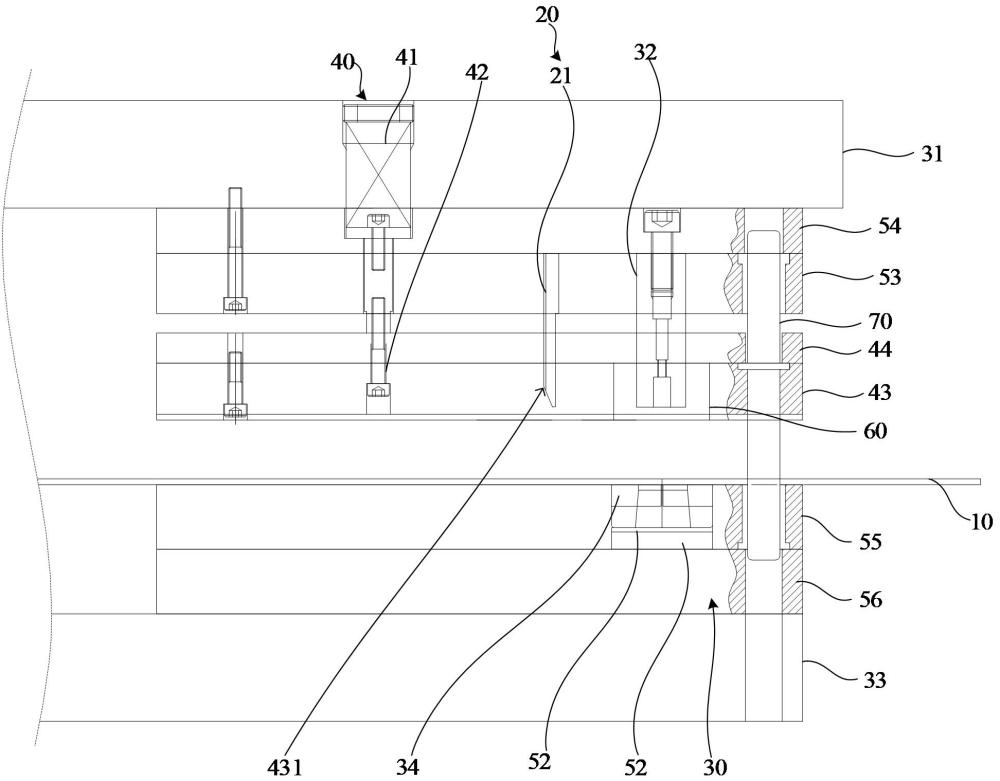
5、在其中一个实施例中,所述冲压成型组件包括第一模座、设置于所述第一模座上的成型凸模、第二模座及设置于所述第二模座上的成型凹模,所述成型凸模与所述成型凹模位置对应设置,所述第一模座或所述第二模座用于与驱动机构相连;
6、所述预切机构与所述第一模座或所述第二模座相连。
7、在其中一个实施例中,所述制品冲压成型装置还包括第一脱料组件;所述第一脱料组件与所述预切件均设置于所述第一模座或所述第二模座上,所述第一脱料组件用于驱动所述料带与所述预切件分离。
8、在其中一个实施例中,所述制品冲压成型装置还包括可拆卸地设置于所述成型凸模与所述第一模座之间的至少一个第一垫件;和/或,所述制品冲压成型装置还包括可拆卸地设置于所述成型凹模与所述第二模座之间的至少一个第二垫件。
9、在其中一个实施例中,所述制品冲压成型装置还包括第一固定模及第一安装板;所述第一固定模通过所述第一安装板固定装设于所述第一模座上;所述成型凸模的顶部装设于所述第一固定模中。
10、在其中一个实施例中,所述制品冲压成型装置还包括第二固定模及第二安装板;所述第二固定模通过所述第二安装板固定装设于所述第二模座上;所述成型凹模装设于所述第二固定模中。
11、在其中一个实施例中,所述成型凸模上设有可拆卸的定位部,所述定位部用于插入到所述料带的定位孔中。
12、在其中一个实施例中,所述成型凸模的底面上设有第一安装孔,所述定位部设有与所述第一安装孔相适配的插入端,所述插入端装入到所述第一安装孔中;所述定位部通过第一紧固件与所述成型凸模可拆卸连接。
13、在其中一个实施例中,所述成型凸模上设有至少一个第二脱料组件,所述第二脱料组件用于驱动所述料带与所述定位部分离。
14、在其中一个实施例中,所述成型凹模设有切割部及与所述切割部相连的支撑部,所述切割部设有第一通孔,所述支撑部设有与所述第一通孔连通的第二通孔,所述第一通孔的孔壁垂直于所述切割部的端面,所述第二通孔的孔壁与所述第一通孔的孔壁呈钝角设置,且所述第二通孔的内径在远离于所述第一通孔的方向上呈增大趋势。
15、在其中一个实施例中,所述第二通孔的孔壁与所述第一通孔的孔壁形成的夹角为a,其中,a为150°至178°。
16、在其中一个实施例中,所述制品冲压成型装置还包括压紧板,所述压紧板设有第二避让孔,所述成型凸模穿设于所述第二避让孔中,所述第二避让孔的孔缘设有压紧部,所述压紧部用于压紧所述料带。
17、上述的制品冲压成型装置,在对料带进行冲压加工出制品的过程中,料带先移动经过预切机构,通过预切机构的预切件下压动作在连接条上切割形成缺口,从而能减小待冲压部在精冲成型过程中连接条对待冲压部的拉扯力,使得待冲压部的外周各个部位受力相对更加均匀,这样能有利于提高制品的外周面的光亮带面积大小,进而提高制品的合格率,且加工效率得以提高。
技术特征:
1.一种制品冲压成型装置,其特征在于,所述制品冲压成型装置包括:
2.根据权利要求1所述的制品冲压成型装置,其特征在于,所述冲压成型组件包括第一模座、设置于所述第一模座上的成型凸模、第二模座及设置于所述第二模座上的成型凹模,所述成型凸模与所述成型凹模位置对应设置,所述第一模座或所述第二模座用于与驱动机构相连;
3.根据权利要求2所述的制品冲压成型装置,其特征在于,所述制品冲压成型装置还包括第一脱料组件;所述第一脱料组件与所述预切件均设置于所述第一模座或所述第二模座上,所述第一脱料组件用于驱动所述料带与所述预切件分离。
4.根据权利要求2所述的制品冲压成型装置,其特征在于,所述制品冲压成型装置还包括可拆卸地设置于所述成型凸模与所述第一模座之间的至少一个第一垫件;和/或,所述制品冲压成型装置还包括可拆卸地设置于所述成型凹模与所述第二模座之间的至少一个第二垫件。
5.根据权利要求2所述的制品冲压成型装置,其特征在于,所述制品冲压成型装置还包括第一固定模及第一安装板;所述第一固定模通过所述第一安装板固定装设于所述第一模座上;所述成型凸模的顶部装设于所述第一固定模中。
6.根据权利要求2所述的制品冲压成型装置,其特征在于,所述制品冲压成型装置还包括第二固定模及第二安装板;所述第二固定模通过所述第二安装板固定装设于所述第二模座上;所述成型凹模装设于所述第二固定模中。
7.根据权利要求2所述的制品冲压成型装置,其特征在于,所述成型凸模上设有可拆卸的定位部,所述定位部用于插入到所述料带的定位孔中。
8.根据权利要求7所述的制品冲压成型装置,其特征在于,所述成型凸模的底面上设有第一安装孔,所述定位部设有与所述第一安装孔相适配的插入端,所述插入端装入到所述第一安装孔中;所述定位部通过第一紧固件与所述成型凸模可拆卸连接。
9.根据权利要求7所述的制品冲压成型装置,其特征在于,所述成型凸模上设有至少一个第二脱料组件,所述第二脱料组件用于驱动所述料带与所述定位部分离。
10.根据权利要求2所述的制品冲压成型装置,其特征在于,所述成型凹模设有切割部及与所述切割部相连的支撑部,所述切割部设有第一通孔,所述支撑部设有与所述第一通孔连通的第二通孔,所述第一通孔的孔壁垂直于所述切割部的端面,所述第二通孔的孔壁与所述第一通孔的孔壁呈钝角设置,且所述第二通孔的内径在远离于所述第一通孔的方向上呈增大趋势。
11.根据权利要求10所述的制品冲压成型装置,其特征在于,所述第二通孔的孔壁与所述第一通孔的孔壁形成的夹角为a,其中,a为150°至178°。
12.根据权利要求2至11任一项所述的制品冲压成型装置,其特征在于,所述制品冲压成型装置还包括压紧板,所述压紧板设有第二避让孔,所述成型凸模穿设于所述第二避让孔中,所述第二避让孔的孔缘设有压紧部,所述压紧部用于压紧所述料带。
技术总结
本申请涉及一种制品冲压成型装置,制品冲压成型装置包括:预切机构及冲压成型组件。预切机构用于对料带进行预切处理,预切机构包括与料带的连接条位置对应布置并在连接条上切割形成缺口的预切件。冲压成型组件用于对经过预切机构预切处理后的料带的待冲压部进行冲压处理。在对料带进行冲压加工出制品的过程中,料带先移动经过预切机构,通过预切机构的预切件下压动作在连接条上切割形成缺口,从而能减小待冲压部在精冲成型过程中连接条对待冲压部的拉扯力,使得待冲压部的外周各个部位受力相对更加均匀,这样能有利于提高制品的外周面的光亮带面积大小,进而提高制品的合格率,且加工效率得以提高。
技术研发人员:何伟洪,李永强,古国城,黄日辉
受保护的技术使用者:胜美达电机(香港)有限公司
技术研发日:20240417
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!