曳引机底座焊接工装的制作方法
本技术涉及电梯设备安装加工领域,尤其涉及曳引机底座焊接工装。
背景技术:
1、目前电引机底座在安装焊接时需要两个工人一起同时配合焊接,而且还得两个人一起配合翻转电引机底座的,电引机底座的内、外两侧都得焊接,在操作的过程中导致焊接精度位置不高,误差大,常返工,影响工作效率。
技术实现思路
1、为解决上述问题,本发明公开了曳引机底座焊接工装,焊接精度高,误差小,可以角度旋转,配合焊接的角度要求,提高工作效率。
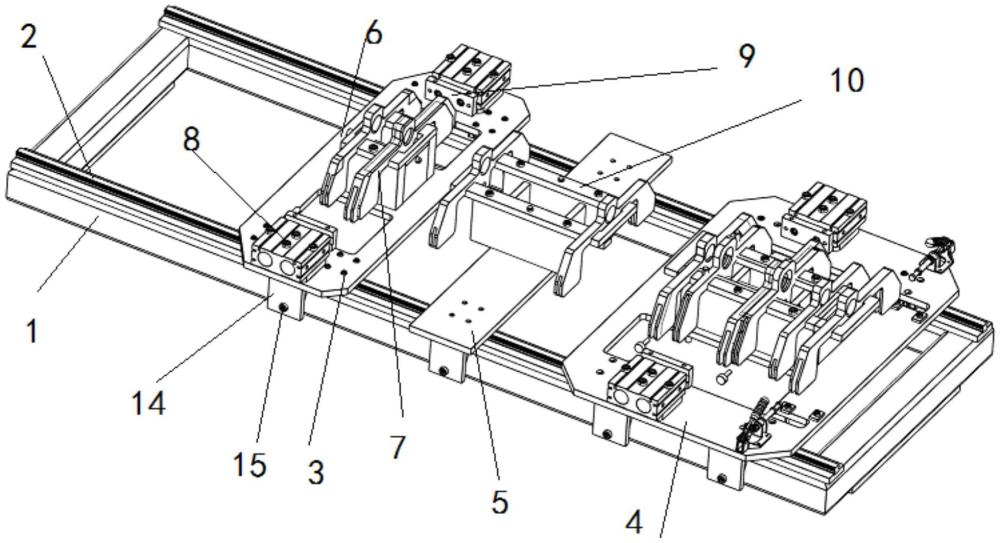
2、曳引机底座焊接工装,包括工装台,其中所述工装台的两侧分别对称设有滑轨;其中所述滑轨的两端分别设有第一支撑滑板和第二支撑滑板;第一支撑滑板与第二支撑滑板之间设有中间支撑滑板;其中第一支撑滑板和第二支撑滑板上均设有若干个定位卡槽固定板;其中所述定位卡槽固定板上设有若干个定位槽;定位卡槽固定板的两侧旁均设有定位气缸,所述定位气缸的气缸轴连接有压板;每个定位气缸固定在对应的第一支撑滑板或第二支撑滑板上,所述中间支撑滑板上设有中间固定板。
3、进一步的,所述工装台的两侧分别固定在旋转盘的底托上,其中每个所述旋转盘的一端固定在旋转传动机构上。
4、进一步的,所述旋转传动机构固定在支撑座上,所述旋转传动机构采用正反转电机。
5、进一步的,第一支撑滑板、第二支撑滑板和中间支撑滑板的两端均向下延伸设有延伸板;每个所述延伸板上设有锁紧销,当第一支撑滑板、第二支撑滑板和中间滑板在滑轨上滑动后位置固定之后,通过锁紧销插入工作台内,进行位置固定,便于后面的焊接操作。
6、进一步的,所述第二支撑滑板上设有限位组件,所述限位组件包括限位座、拉杆、拉轴,所述限位座上设有第一支撑件,其第一支撑件的一端转动设有拉杆;拉杆的另一端转动连接拉轴;拉轴穿过限位孔与限位板连接。
7、在操作时,先将电引机底座的各个组件放置在对应的定位槽,并根据电引机底座的横向梁的长度进行调节第一支撑滑板、第二支撑滑板和中间支撑滑板在滑轨上滑动的位置,然后利用锁紧销固定,定位气缸带动压板对横向梁进行压紧定位,便于横向梁对应的组件进行贴合,后期进行焊接,同时为了保证端部的定位,通过限位组件进行操作,转动拉杆从而带动拉轴运动将限位板紧紧地贴合在横向梁上。一切固定好之后,工作人员进行焊接,并通过旋转机构带动工装台转动,调节位置,便于电引机底座底部的焊接。
8、本实用新型的有益效果:焊接精度高,误差小,可以角度旋转,配合焊接的角度要求,提高工作效率。
技术特征:
1.曳引机底座焊接工装,包括工装台(1),其特征在于:其中所述工装台(1)的两侧分别对称设有滑轨(2);其中所述滑轨(2)的两端分别设有第一支撑滑板(3)和第二支撑滑板(4);第一支撑滑板(3)与第二支撑滑板之间设有中间支撑滑板(5);其中第一支撑滑板(3)和第二支撑滑板(4)上均设有若干个定位卡槽固定板(6);其中所述定位卡槽固定板(6)上设有若干个定位槽(7);定位卡槽固定板(6)的两侧旁均设有定位气缸(8),所述定位气缸(8)的气缸轴连接有压板(9);每个定位气缸(8)固定在对应的第一支撑滑板(3)或第二支撑滑板(4)上,所述中间支撑滑板(5)上设有中间固定板(10)。
2.根据权利要求1所述的曳引机底座焊接工装,其特征在于:所述工装台(1)的两侧分别固定在旋转盘(11)的底托上,其中每个所述旋转盘(11)的一端固定在旋转传动机构(12)上。
3.根据权利要求2所述的曳引机底座焊接工装,其特征在于:所述旋转传动机构(12)固定在支撑座(13)上,所述旋转传动机构(12)采用正反转电机。
4.根据权利要求1所述的曳引机底座焊接工装,其特征在于:第一支撑滑板(3)、第二支撑滑板(4)和中间支撑滑板(5)的两端均向下延伸设有延伸板(14);每个所述延伸板(14)上设有锁紧销(15)。
5.根据权利要求1所述的曳引机底座焊接工装,其特征在于:所述第二支撑滑板(4)上设有限位组件,所述限位组件包括限位座(41)、拉杆(42)、拉轴(43),所述限位座(41)上设有第一支撑件(44),其第一支撑件(44)的一端转动设有拉杆(42);拉杆(42)的另一端转动连接拉轴(43);拉轴(43)穿过限位孔(46)与限位板(47)连接。
技术总结
本技术提供曳引机底座焊接工装,包括工装台,其中所述工装台的两侧分别对称设有滑轨;其中所述滑轨的两端分别设有第一支撑滑板和第二支撑滑板;第一支撑滑板与第二支撑滑板之间设有中间支撑滑板;其中第一支撑滑板和第二支撑滑板上均设有若干个定位卡槽固定板;其中所述定位卡槽固定板上设有若干个定位槽;定位卡槽固定板的两侧旁均设有定位气缸,所述定位气缸的气缸轴连接有压板;每个定位气缸固定在对应的第一支撑滑板或第二支撑滑板上,所述中间支撑滑板上设有中间固定板。本技术焊接精度高,误差小,可以角度旋转,配合焊接的角度要求,提高工作效率。
技术研发人员:李铮,马东良
受保护的技术使用者:江苏同力日升机械股份有限公司
技术研发日:20240422
技术公布日:2025/3/13
- 还没有人留言评论。精彩留言会获得点赞!