移动照明设备组件组装装置的制作方法
本技术涉及生产设备,具体为移动照明设备组件组装装置。
背景技术:
1、目前市场上大部分移动照明设备在生产产品组装时需要人工安装配件,使程序工艺复杂,花费时间较高,给操作人员组装配件造成了一定的难度。针对以上问题,对现有装置进行改进,我们提出了移动照明设备组件组装装置。
技术实现思路
1、为了弥补以上不足,本实用新型提供了移动照明设备组件组装装置。
2、本实用新型的技术方案是:
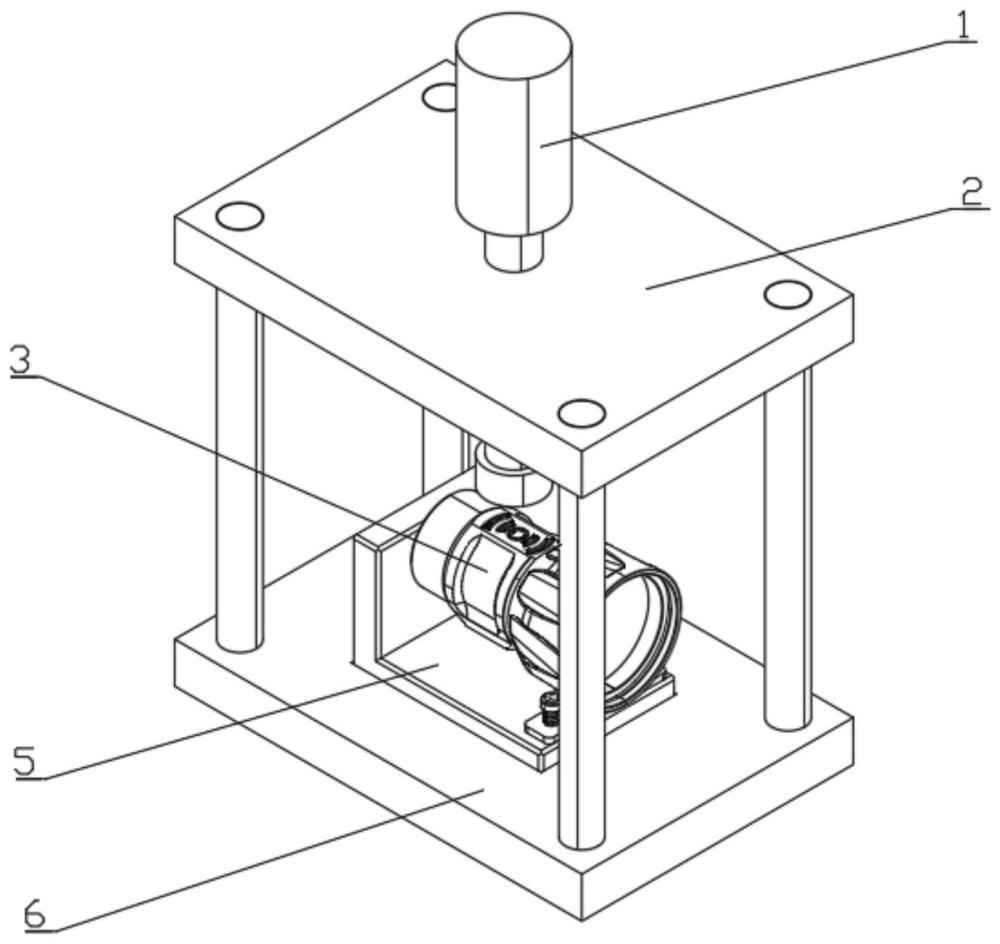
3、移动照明设备组件组装装置,包括底气缸,所述气缸的下方设置有支架上板,所述气缸的端部设置有灯头,所述灯头的底部设置有灯头配件,所述灯头配件的下端设置有底座,所述底座的下方设置有气缸固定板。
4、作为本实用新型的一种优选技术方案:所述支架上板的中部开设有圆形通孔,所述气缸的活塞杆端贯穿所述通孔且处于悬挂状态,所述支架上板的四个顶角出开设有安装孔。
5、作为本实用新型的一种优选技术方案:所述灯头的顶部固定设置有充电纹路,所述灯头的内部开设有空腔,所述灯头配件位于所述空腔内。
6、作为本实用新型的一种优选技术方案:所述底座的顶端设置有连接板,所述连接板上设置有紧固组件,所述紧固组件的下方对称设置有安装柱,所述安装柱上套设有第一弹簧,所述安装柱的顶部固定设置有垫片。
7、作为本实用新型的一种优选技术方案:所述紧固组件包括支撑板,所述支撑板的底部设置有支撑柱,所述支撑柱上贯穿设置有第二弹簧,所述支撑板的一侧设置有卡板,所述卡板上开设有卡槽腔。
8、作为本实用新型的一种优选技术方案:所述气缸固定板的中部开设有凹槽,所述凹槽的形状与所述底座相吻合。
9、作为本实用新型的一种优选技术方案:所述气缸固定板的四个顶角处均固定设置有连接柱,所述连接柱的一端与所述气缸固定板固定连接,所述连接柱的另一端贯穿所述安装孔并与之固定连接。
10、与现有技术相比,本实用新型的有益效果是:
11、本实用新型通过设置气缸固定板,在其中间开设凹槽,将底座安装在凹槽内,通过底座两端的紧固组件,进一步将灯头配件安装于卡槽腔内使其完全嵌入,再进一步将灯头一端插入底座上端并贯穿连接板,使已插入好的灯头配件与其完全嵌入吻合,最后通过气缸的受力使灯头配件与灯头铆压固定安装,减少人工安装手法,并且利用治具装置进行安装产品组件,操作简单,装配精度高。
技术特征:
1.移动照明设备组件组装装置,包括气缸(1),其特征在于:所述气缸(1)的下方设置有支架上板(2),所述气缸(1)的端部设置有灯头(3),所述灯头(3)的底部设置有灯头配件(4),所述灯头配件(4)的下端设置有底座(5),所述底座(5)的下方设置有气缸固定板(6)。
2.如权利要求1所述的移动照明设备组件组装装置,其特征在于:所述支架上板(2)的中部开设有圆形通孔(21),所述气缸(1)的活塞杆端贯穿所述通孔(21)且处于悬挂状态,所述支架上板(2)的四个顶角处开设有安装孔(22)。
3.如权利要求2所述的移动照明设备组件组装装置,其特征在于:所述灯头(3)的顶部固定设置有充电纹路(31),所述灯头(3)的内部开设有空腔(32),所述灯头配件(4)位于所述空腔(32)内。
4.如权利要求3所述的移动照明设备组件组装装置,其特征在于:所述底座(5)的顶端设置有连接板(51),所述连接板(51)上设置有紧固组件(52),所述紧固组件(52)的下方对称设置有安装柱(53),所述安装柱(53)上套设有第一弹簧(54),所述安装柱(53)的顶部固定设置有垫片(55)。
5.如权利要求4所述的移动照明设备组件组装装置,其特征在于:所述紧固组件(52)包括支撑板(521),所述支撑板(521)的底部设置有支撑柱(522),所述支撑柱(522)上贯穿设置有第二弹簧(523),所述支撑板(521)的一侧设置有卡板(524),所述卡板(524)上开设有卡槽腔(525)。
6.如权利要求5所述的移动照明设备组件组装装置,其特征在于:所述气缸固定板(6)的中部开设有凹槽(61),所述凹槽(61)的形状与所述底座(5)相吻合。
7.如权利要求6所述的移动照明设备组件组装装置,其特征在于:所述气缸固定板(6)的四个顶角处均固定设置有连接柱(62),所述连接柱(62)的一端与所述气缸固定板(6)固定连接,所述连接柱(62)的另一端贯穿所述安装孔(22)并与之固定连接。
技术总结
本技术涉及生产设备技术领域,具体为移动照明设备组件组装装置,包括气缸,气缸的下方设置有支架上板,气缸的端部设置有灯头,灯头的底部设置有灯头配件,灯头配件的下端设置有底座,底座的下方设置有气缸固定板,通过设置气缸固定板,在其中间开设凹槽,将底座安装在凹槽内,通过底座两端的紧固组件,进一步将灯头配件安装于卡槽腔内使其完全嵌入,再进一步将灯头一端插入底座上端并贯穿连接板,使已插入好的灯头配件与其完全嵌入吻合,最后通过气缸的受力使灯头配件与灯头铆压固定安装,减少人工安装手法,并且利用治具装置进行安装产品组件,操作简单,装配精度高。
技术研发人员:郭俊成,陈琴
受保护的技术使用者:东莞市傲雷移动照明设备有限公司
技术研发日:20240424
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!