一种用于铝合金工件折弯成型的脱模机构的制作方法
本技术属于铝合金工件加工,具体涉及一种用于铝合金工件折弯成型的脱模机构。
背景技术:
1、铝型材镀钛金工艺,属于镀膜技术,它是在常规镀钛工艺基础上增加预镀和电镀工艺步骤,铝型材工艺是将活化后的镀件置于食盐和盐酸的水溶液中进行化学处理,在对铝型材进行加工过程中,尤其对条状铝型材工件的加工时,现有的折弯方式,分为手动折弯、液压折弯,这种方式不便于对铝型材折弯的角度进行精确的调整,导致装置加工精度较低,而无法满足生产者的多角度折弯的需求。
2、为此,公告号为“cn212285429u”的一种铝型材模具折弯机构,包括底座,所述底座的内部开设有工作槽,所述工作槽的上表面贯穿开设有活动槽,所述活动槽的两侧边缘处分别设有多个第一限位杆及第二限位杆,且多个第一限位杆和第二限位杆呈对称设置,所述活动槽内配合连接有滑块,所述滑块的上表面设有固定杆,所述固定杆的外壁套接有折弯压轮,使用时,将待进行折弯的条状铝型材放置在第一限位轮与第二限位轮之间,启动驱动件,并带动滑块进行移动,使得折弯压轮移动并与铝型材接触。
3、对于上述该铝型材模具折弯机构,虽然通过控制滑块移动的距离,实现对铝型材的折弯角度进行自由调控,使得使用者能够根据实际需求对铝型材进行多角度的自由折弯,但是其在使用过程中仍然存在以下较为明显的缺陷:上述模具在对铝型合金折弯过程中用于通过折弯对折弯处直接进行水平滑动施压移动进行折弯,然而限位轮为固定在底座上使折弯具有弹性的工件向外张紧在限位轮的内侧,从而在取出中工件时由于张紧力使工件卡在底座内取出较为困难费力而降低铝合金折弯加工的效率,并且取出时还会由于铝合金工件两端的向外弹力还会造成人员受伤的问题出现。
技术实现思路
1、本实用新型的目的在于提供一种用于铝合金工件折弯成型的脱模机构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种用于铝合金工件折弯成型的脱模机构,包括工作台,所述工作台的端面的中心端横向设置有用于对铝合金工件推动折弯成型的折弯成型移动部件,所述折弯成型移动部件对应前后左端的边侧均对称设有对铝合金工件两端进行限位保持稳定的工件限位滚轮部件,所述工件限位滚轮部件的对应右侧纵向对称设置有用于对铝合金工件在进行折弯过程辅助推动折弯成不同弯曲内径的工件折弯推动滚轮部件,所述折弯成型移动部件的前后对应处并且位于工作台的端面开设有用于对工件在折弯后推动上移进行脱模输送的升降脱模机构,所述升降脱模机构包括有对称设置在工作台端面凹槽腔,所述凹槽腔的内部对称设有用于对铝合金工件折弯后自动顶起脱模的升降气缸,所述升降气缸的活塞杆顶端水平安装有用于对铝合金工件输送构件顶起的水平板件,所述水平板件的端部对称安装有用于带动脱模铝合金件移动的工件输送滚轮,所述工件输送滚轮上传动设置有用于对铝合金工件直线输送的工件输送带。
3、优选的,所述折弯成型移动部件包括有开设在工作台端面中部横向设置的条形槽,所述条形槽的内部左侧设有对铝合金工件进行推动折弯的气液压缸,所述液压缸的活塞杆一端固定有移动限位条形块,所述移动限位条形块的端面对称设有立板,所述立板的内侧分别设有工件折弯推动轮、限位气缸件,所述限位气缸件的活塞杆一端固定有在工件折弯推动过程中进行限位的夹紧限位轮,此项可对铝合金工件的在折弯中通过限位气缸件推动夹紧限位轮进行折弯处夹紧的作用,从而可保证铝合金工件在折弯中的稳定性,
4、优选的,所述立板的顶端延伸至条形槽的上端外部,且立板内侧的工件折弯推动轮、夹紧限位轮设置在工作台端面的中心位置处,此项实现对放置在工作台上的铝合金工件进行夹紧固定,以避免工件折弯推动轮的滚动造成滑动而使折弯位置出现偏移的状况出现。
5、优选的,所述工件限位滚轮部件的一端设置有限位推动调节气缸,所述限位推动调节气缸安装在工作台端面左侧的前后边端设置,此项能够根据铝合金工件折弯内径的间距通过限位推动调节气缸对工件限位滚轮部件进行间距的调节,以便于实现铝合金工件能够折弯处不同内径间距的折弯角度。
6、优选的,所述工件折弯推动滚轮部件中包括有横向对称设置的推动滚轮,且工件折弯推动滚轮部件的一面安装有用于对推动滚轮进行纵向调节移动的折弯调节气缸,此项能够使折弯的铝合金工件的两端通过推动滚轮对其进行限位顶紧的作用,能够起到对铝合金工件折弯塑形的作用,并且有利于铝合金工件的折弯成型。
7、优选的,所述工件输送滚轮上传动设置的工件输送带表面设置为防滑层,且工件输送带在铝合金工件折弯前与工作台表面保持为水平面状态,此项在铝合金工件顶起脱模悬空后通过工件输送滚轮与工件输送带的配合下,将铝合金工件自动输送至工作台一侧便于拿取的效果。
8、本实用新型的技术效果和优点:该用于铝合金工件折弯成型的脱模机构,首先将铝合金工件放置在工件折弯推动轮和夹紧限位轮之间水平放置,随后通过限位气缸件推动夹紧限位轮对铝合金工件折弯折弯处进行夹紧,从而可保证铝合金工件在折弯中保持稳定性,此时液压缸推动移动限位条形块在条形槽中移动,使工件折弯推动轮带动被夹紧的铝合金工件前移进行折弯工作,在通过限位推动调节气缸推动工件限位滚轮部件对铝合金的两端顶紧,随着铝合金工件逐渐移动被折弯使工件限位滚轮部件通过限位推动调节气缸跟随对铝合金工件两端进行限位限位顶紧,随后设置的折弯调节气缸,推动工件折弯推动滚轮部件对逐渐折弯的铝合金折弯处中部顶紧固定,来保证铝合金工件在折弯后的定型,并且能够使铝合金工件折弯出不同内径长度的铝合金工件,进而能够加工出不同折弯角度的铝合金工件。
9、在铝合金工件折弯成型后,使限位推动调节气缸和折弯调节气缸带动工件限位滚轮部件、工件折弯推动滚轮部件移动松开对铝合金工件的顶紧卸去向外弹性张力,随后通过升降气缸水平板件上移使工件输送滚轮跟随上移,并且工件输送滚轮通过工件输送带带动折弯的铝合金工件上部,同时工件输送滚轮带动工件输送带进行转动来对带动铝合金工件向一侧移动并且移出工作台以便于工作人员拿取,进而实现对折弯铝合金工件的自动顶出脱模的效果,并且不会出现由于铝合金工件折弯后产生的弹性张力无法取出以及取出具有弹性张力的铝合金工件弹力打在工作人员而受伤的问题。
技术特征:
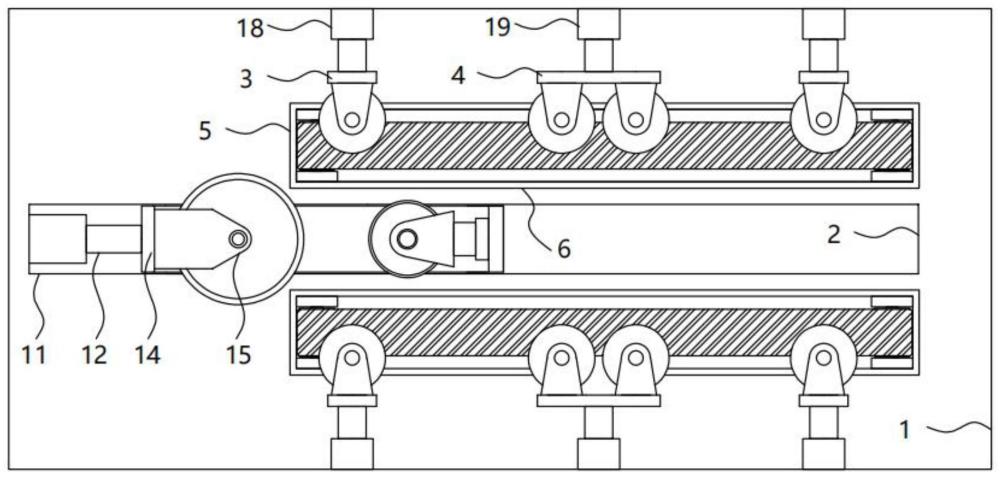
1.一种用于铝合金工件折弯成型的脱模机构,包括工作台(1),所述工作台(1)的端面的中心端横向设置有用于对铝合金工件推动折弯成型的折弯成型移动部件(2),所述折弯成型移动部件(2)对应前后左端的边侧均对称设有对铝合金工件两端进行限位保持稳定的工件限位滚轮部件(3),所述工件限位滚轮部件(3)的对应右侧纵向对称设置有用于对铝合金工件在进行折弯过程辅助推动折弯成不同弯曲内径的工件折弯推动滚轮部件(4),所述折弯成型移动部件(2)的前后对应处并且位于工作台(1)的端面开设有用于对工件在折弯后推动上移进行脱模输送的升降脱模机构(5),其特征在于:所述升降脱模机构(5)包括有对称设置在工作台(1)端面凹槽腔(6),所述凹槽腔(6)的内部对称设有用于对铝合金工件折弯后自动顶起脱模的升降气缸(7),所述升降气缸(7)的活塞杆顶端水平安装有用于对铝合金工件输送构件顶起的水平板件(8),所述水平板件(8)的端部对称安装有用于带动脱模铝合金件移动的工件输送滚轮(9),所述工件输送滚轮(9)上传动设置有用于对铝合金工件直线输送的工件输送带(10)。
2.根据权利要求1所述的一种用于铝合金工件折弯成型的脱模机构,其特征在于:所述折弯成型移动部件(2)包括有开设在工作台(1)端面中部横向设置的条形槽(11),所述条形槽(11)的内部左侧设有对铝合金工件进行推动折弯的气液压缸(12),所述液压缸(12)的活塞杆一端固定有移动限位条形块(13),所述移动限位条形块(13)的端面对称设有立板(14),所述立板(14)的内侧分别设有工件折弯推动轮(15)、限位气缸件(16),所述限位气缸件(16)的活塞杆一端固定有在工件折弯推动过程中进行限位的夹紧限位轮(17)。
3.根据权利要求2所述的一种用于铝合金工件折弯成型的脱模机构,其特征在于:所述立板(14)的顶端延伸至条形槽(11)的上端外部,且立板(14)内侧的工件折弯推动轮(15)、夹紧限位轮(17)设置在工作台(1)端面的中心位置处。
4.根据权利要求1所述的一种用于铝合金工件折弯成型的脱模机构,其特征在于:所述工件限位滚轮部件(3)的一端设置有限位推动调节气缸(18),所述限位推动调节气缸(18)安装在工作台(1)端面左侧的前后边端设置。
5.根据权利要求1所述的一种用于铝合金工件折弯成型的脱模机构,其特征在于:所述工件折弯推动滚轮部件(4)中包括有横向对称设置的推动滚轮,且工件折弯推动滚轮部件(4)的一面安装有用于对推动滚轮进行纵向调节移动的折弯调节气缸(19)。
6.根据权利要求1所述的一种用于铝合金工件折弯成型的脱模机构,其特征在于:所述工件输送滚轮(9)上传动设置的工件输送带(10)表面设置为防滑层,且工件输送带(10)在铝合金工件折弯前与工作台(1)表面保持为水平面状态。
技术总结
本技术公开了一种用于铝合金工件折弯成型的脱模机构,包括工作台,所述工作台的端面的中心端横向设置有用于对铝合金工件推动折弯成型的折弯成型移动部件,所述折弯成型移动部件的前后对应处并且位于工作台的端面开设有用于对工件在折弯后推动上移进行脱模输送的升降脱模机构,本技术通过升降气缸水平板件上移使工件输送滚轮跟随上移,并且工件输送滚轮通过工件输送带带动折弯的铝合金工件上部,同时工件输送滚轮带动工件输送带进行转动来对带动铝合金工件向一侧移动并且移出工作台以便于工作人员拿取,进而实现对折弯铝合金工件的自动顶出脱模的效果。
技术研发人员:肖晓群
受保护的技术使用者:深圳市盛合兴科技有限公司
技术研发日:20240426
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!