一种缸头钻孔攻丝机的制作方法
本技术涉及机械加工设备,尤其涉及一种缸头钻孔攻丝机。
背景技术:
1、现在越来越多的人喜欢摩托车代步,摩托车的生成规模也在扩大,而发动机是摩托车的主要部件,直接影响摩托车的各种性能,缸头是发动机的重要组成部分,因此缸头的质量直接影响摩托车的质量。
2、缸头在使用时,需要与缸体连接,此外发动机在安装时,也需要螺纹孔进行安装,因此,缸头的多个侧面均开有螺纹孔,因此在加工缸头时,需要在缸头的相应位置开孔,对缸头的开孔设备大多采用钻孔机先钻孔,然后更换攻丝机在孔内加工螺纹,工作效率很低,而且因为每个缸头上很很多螺纹孔,工人的工作量较大,此外由于缸头的结构比较复杂,对缸头的定位直接影响到钻孔攻丝质量,进而影响到产品质量。
3、针对上述问题,本实用新型文件提出了一种缸头钻孔攻丝机。
技术实现思路
1、本实用新型提供了一种缸头钻孔攻丝机,能够自动对缸头进行钻孔和攻丝,提高了缸头加工效率,保证产品质量,降低企业的生产成本。
2、本实用新型提供了如下技术方案:
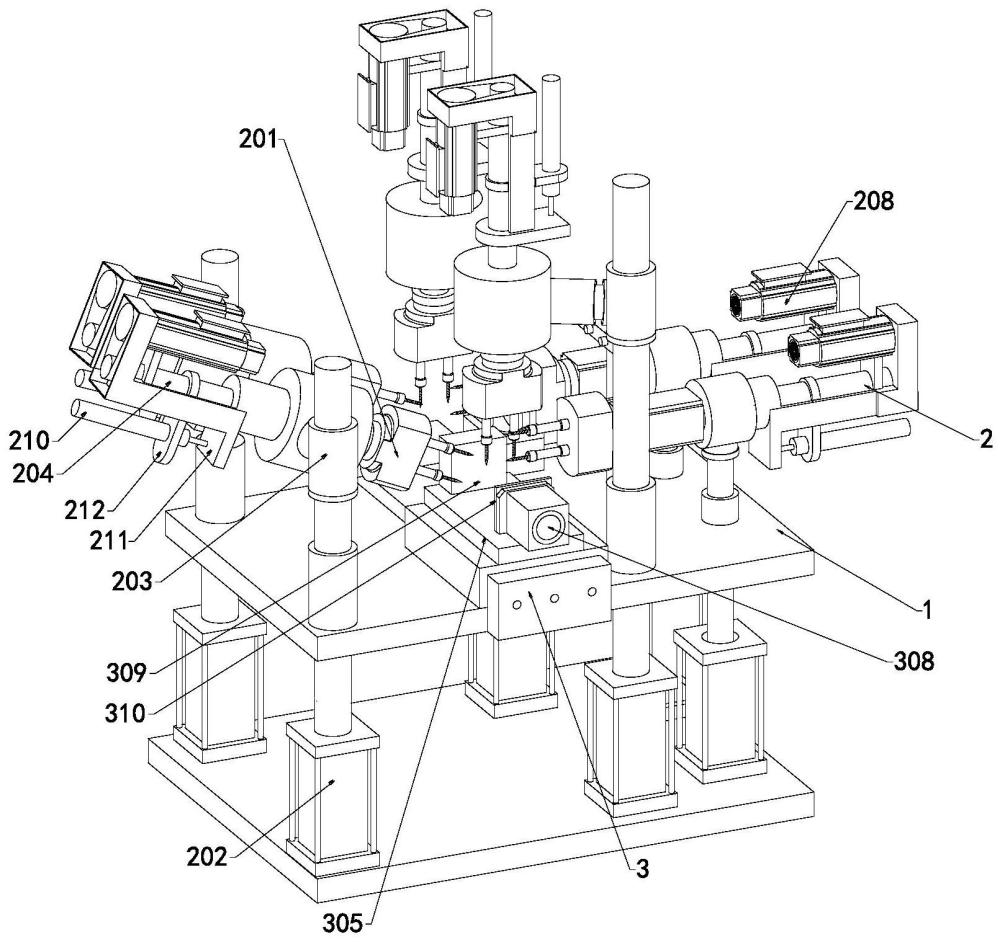
3、一种缸头钻孔攻丝机,包括加工平台,所述加工平台上设置有加工机构和用于固定待加工缸头的定位机构;
4、所述加工机构包括刀具安装座、调节刀具安装座高度的升降组件、控制刀具安装座进退刀的进退刀组件以及带动刀具安装座转动的动力组件;
5、所述进退刀组件上还设置有对刀具安装座进刀进行缓冲的缓冲组件。
6、进一步的,所述升降组件包括升降气缸,所述升降气缸的输出轴上设置有定位套,所述定位套远离加工平台的一侧设置有安装架。
7、进一步的,所述进退刀组件设于定位套内,包括进退刀气缸,所述进退刀气缸固定设置在定位套内侧壁,所述进退刀气缸的输出轴上设置有第一连接板,所述第一连接板上设有第一轴承,所述第一轴承内转动设有加工轴,所述加工轴沿定位套长度方向滑动设置在定位套内,所述加工轴靠近加工平台的一端设置刀具安装座。
8、进一步的,所述动力组件包括第一电机,所述第一电机的输出轴与加工轴的另一端动力传动连接,所述第一电机滑动设置在安装架上,且滑动方向与加工轴移动方向相同。
9、进一步的,所述加工轴远离加工平台的一端设置缓冲组件,所述缓冲组件包括缓冲气缸和顶板,所述加工轴上转动设置有带第二轴承的第二连接板,第二连接板通过第二轴承与加工轴相连,所述第二连接板上设置缓冲气缸,所述顶板固定设置在安装架上,且位置与缓冲气缸相匹配,所述顶板位于缓冲气缸和定位套之间。
10、进一步的,所述第一电机侧面设有第三连接板,所述第三连接板上卡置有第三轴承,所述加工轴转动设置在第三轴承内。
11、进一步的,所述安装架上设有导轨,所述导轨与加工轴相平行,所述第二连接板上设有导向孔,所述导轨设于导向孔内。
12、进一步的,所述加工轴的一端固定设置从动轮,所述第一电机的输出轴上固定设置主动轮,所述主动轮和从动轮采用皮带连接,所述加工轴的另一端固定设置刀具安装座。
13、进一步的,所述加工平台上设置有6组加工机构,其中3组加工机构的刀具安装座上安装钻孔钻头,另外3组加工机构的刀具安装座上安装攻丝钻头,且钻孔钻头和攻丝钻头的位置与缸头待加工孔位置相匹配。
14、进一步的,所述定位机构包括底座,所述底座固定设置在加工平台上,所述底座内设有丝杆和滑杆,所述丝杆的一端设有第二电机,所述底座上滑动设置有定位座,所述定位座底部设有滑块,所述滑块滑动设置在丝杆及滑杆上,所述定位座上设有限位板以及与限位板相配合的限位气缸,所述限位气缸的输出轴上设有压板;所述定位座上还设有与待加工缸头上的孔相对应的定位柱。
15、本实用新型中,通过弯部支撑组件对方向把手中间弯曲部位进行支撑定位,通过端部支撑组件的端部定位组件对方向把手的一端进行定位,然后直接通过钻孔设备有通孔对钻孔套筒内的方向把手进行钻孔即可,操作十分简便快捷,有效提高了加工的效率,同时保证了加工精度,提高了工人工作时的安全系数。
技术特征:
1.一种缸头钻孔攻丝机,其特征在于,包括加工平台,所述加工平台上设置有加工机构和用于固定待加工缸头的定位机构;
2.根据权利要求1所述的一种缸头钻孔攻丝机,其特征在于,所述升降组件包括升降气缸,所述升降气缸的输出轴上设置有定位套,所述定位套远离加工平台的一侧设置有安装架。
3.根据权利要求2所述的一种缸头钻孔攻丝机,其特征在于,所述进退刀组件设于定位套内,包括进退刀气缸,所述进退刀气缸固定设置在定位套内侧壁,所述进退刀气缸的输出轴上设置有第一连接板,所述第一连接板上设有第一轴承,所述第一轴承内转动设有加工轴,所述加工轴沿定位套长度方向滑动设置在定位套内,所述加工轴靠近加工平台的一端设置刀具安装座。
4.根据权利要求3所述的一种缸头钻孔攻丝机,其特征在于,所述动力组件包括第一电机,所述第一电机的输出轴与加工轴的另一端动力传动连接,所述第一电机滑动设置在安装架上,且滑动方向与加工轴移动方向相同。
5.根据权利要求4所述的一种缸头钻孔攻丝机,其特征在于,所述加工轴远离加工平台的一端设置缓冲组件,所述缓冲组件包括缓冲气缸和顶板,所述加工轴上转动设置有带第二轴承的第二连接板,第二连接板通过第二轴承与加工轴相连,所述第二连接板上设置缓冲气缸,所述顶板固定设置在安装架上,且位置与缓冲气缸相匹配,所述顶板位于缓冲气缸和定位套之间。
6.根据权利要求5所述的一种缸头钻孔攻丝机,其特征在于,所述第一电机侧面设有第三连接板,所述第三连接板上卡置有第三轴承,所述加工轴转动设置在第三轴承内。
7.根据权利要求6所述的一种缸头钻孔攻丝机,其特征在于,所述安装架上设有导轨,所述导轨与加工轴相平行,所述第二连接板上设有导向孔,所述导轨设于导向孔内。
8.根据权利要求7所述的一种缸头钻孔攻丝机,其特征在于,所述加工轴的一端固定设置从动轮,所述第一电机的输出轴上固定设置主动轮,所述主动轮和从动轮采用皮带连接,所述加工轴的另一端固定设置刀具安装座。
9.根据权利要求8所述的一种缸头钻孔攻丝机,其特征在于,所述加工平台上设置有6组加工机构,其中3组加工机构的刀具安装座上安装钻孔钻头,另外3组加工机构的刀具安装座上安装攻丝钻头,且钻孔钻头和攻丝钻头的位置与缸头待加工孔位置相匹配。
10.根据权利要求9所述的一种缸头钻孔攻丝机,其特征在于,所述定位机构包括底座,所述底座固定设置在加工平台上,所述底座内设有丝杆和滑杆,所述丝杆的一端设有第二电机,所述底座上滑动设置有定位座,所述定位座底部设有滑块,所述滑块滑动设置在丝杆及滑杆上,所述定位座上设有限位板以及与限位板相配合的限位气缸,所述限位气缸的输出轴上设有压板;所述定位座上还设有与待加工缸头上的孔相对应的定位柱。
技术总结
本技术属于机械加工设备技术领域,尤其是一种缸头钻孔攻丝机,包括加工平台,所述加工平台上设置有加工机构和用于固定待加工缸头的定位机构;所述加工机构包括刀具安装座、调节刀具安装座高度的升降组件、控制刀具安装座进退刀的进退刀组件以及带动刀具安装座转动的动力组件;所述进退刀组件上还设置有对刀具安装座进刀进行缓冲的缓冲组件。通过弯部支撑组件对方向把手中间弯曲部位进行支撑定位,通过端部支撑组件的端部定位组件对方向把手的一端进行定位,然后直接通过钻孔设备有通孔对钻孔套筒内的方向把手进行钻孔即可,操作十分简便快捷,有效提高了加工的效率,同时保证了加工精度,提高了工人工作时的安全系数。
技术研发人员:胡云松,雷斌,冯斌,李世洪,刘华,梅德军
受保护的技术使用者:重庆银晓科技发展有限公司
技术研发日:20240428
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!