圆管工件焊接夹具
本技术涉及焊接夹具装置领域,尤其涉及圆管工件焊接夹具。
背景技术:
1、夹具是指机械制造过程中用来固定加工对象,使之占有正确的位置,以接受施工或检测的装置,又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。
2、夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。
3、如中国专利申请号201721047252.5圆管焊接可调角度夹具,其组成为:底座,底座(1)中心通过轴承(24)连接有蜗轮轴(23),底座一侧通过固定柱(2)连接有固定部(3),底座安装有控制箱(5),控制箱表面具有控制按钮(22),底座上表面上安装有步进电机(11),步进电机连接减速器(10),减速器上具有蜗杆轴(9),蜗杆轴上连接有蜗杆(8),蜗轮轴上连接有蜗轮(12),蜗轮的一侧固定连接有调整部(14),调整部下表面通过滑动轮(25)滑动连接在底座上表面,固定部上通过固定螺钉(7)安装有角度指针(6)。该装置用于圆管焊接可调角度夹具。
4、该装置有缺陷,是通过手动固定住两个圆管的,在具体对准两个圆管的焊接位置时,并不容易精密的贴合在一起,原因在将两个圆管贴合后,还需要进行拧动锁紧夹具,在锁紧夹具时,两个圆管的贴合位置容易松开。为此,设计了本装置,可以精密稳定的使得两个圆管保持预设角度进行焊接,提高了夹具夹紧两个圆管的效率。
技术实现思路
1、本实用新型要解决的技术问题是克服现有技术存在的缺陷,本实用新型提出了圆管工件焊接夹具,可以精密稳定的使得两个圆管保持预设角度进行焊接,提高了夹具夹紧两个圆管的效率。
2、为解决上述技术问题,本实用新型采用的技术方案是:圆管工件焊接夹具,包括:
3、底板;
4、所述底板上转动连接有蜗轮,所述底板上设置有使其自转的第一驱动机构;
5、所述底板上通过其上开设的限位滑槽左右限位滑动连接有齿条,所述底板上设置有使其左右水平移动的第二驱动机构;
6、所述蜗轮的轴心顶部和齿条的顶部分别固定连接有第一匚型框架和第二匚型框架,所述第一匚型框架和第二匚型框架内均设置有自动夹紧机构,用于分别夹紧一个圆管,所述第一匚型框架和第二匚型框架呈预设角度状,通过上述机构配合使得两个被夹紧的圆管呈多种角度贴在一起进行焊接作业。
7、进一步地,所述底板的底部固定连接有支撑杆。
8、进一步地,所述第一驱动机构包括第一转动柱、第一步进电机,所述底板上转动连接有第一转动柱,所述第一转动柱的顶部轴心固定连接有蜗杆,所述第一步进电机的动力输出端连接第一转动柱,所述底板上转动连接有第三转动柱,所述蜗轮固定连接在第三转动柱的顶部,所述蜗轮与蜗杆相互啮合。
9、进一步地,所述第二驱动机构包括第二步进电机、第二转动柱,所述底板上转动连接有第二转动柱,所述第二转动柱的外壁固定连接有齿轮,所述齿轮与齿条相互啮合,所述第二步进电机的动力输出端与第二转动柱连接。
10、进一步地,所述自动夹紧机构包括气缸、下夹头,所述第一匚型框架和第二匚型框架的内顶部固定连接有气缸,所述气缸的伸缩端固定连接有上夹头,所述第一匚型框架和第二匚型框架的内底部固定连接有下夹头,所述上夹头和下夹头将圆管固定。
11、进一步地,所述上夹头和下夹头相互靠近的一侧均开设有v型槽。
12、进一步地,所述底板的前后侧均固定连接有侧板。
13、与现有技术相比,本实用新型的有益效果包括:
14、可以使得两个圆管以多种角度进行焊接;
15、可以使得两个圆管可以稳定高效精密的焊接在一起。
技术特征:
1.圆管工件焊接夹具,其特征在于,包括:
2.根据权利要求1所述的圆管工件焊接夹具,其特征在于,所述底板(1)的底部固定连接有支撑杆(12)。
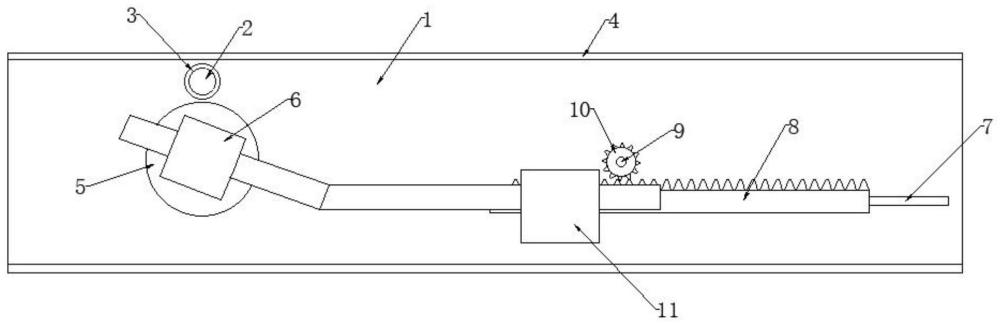
3.根据权利要求2所述的圆管工件焊接夹具,其特征在于,所述第一驱动机构包括第一转动柱(3)、第一步进电机(13),所述底板(1)上转动连接有第一转动柱(3),所述第一转动柱(3)的顶部轴心固定连接有蜗杆(2),所述第一步进电机(13)的动力输出端连接第一转动柱(3),所述底板(1)上转动连接有第三转动柱(19),所述蜗轮(5)固定连接在第三转动柱(19)的顶部,所述蜗轮(5)与蜗杆(2)相互啮合。
4.根据权利要求1所述的圆管工件焊接夹具,其特征在于,所述第二驱动机构包括第二步进电机(14)、第二转动柱(9),所述底板(1)上转动连接有第二转动柱(9),所述第二转动柱(9)的外壁固定连接有齿轮(10),所述齿轮(10)与齿条(8)相互啮合,所述第二步进电机(14)的动力输出端与第二转动柱(9)连接。
5.根据权利要求1所述的圆管工件焊接夹具,其特征在于,所述自动夹紧机构包括气缸(17)、下夹头(16),所述第一匚型框架(6)和第二匚型框架(11)的内顶部固定连接有气缸(17),所述气缸(17)的伸缩端固定连接有上夹头(18),所述第一匚型框架(6)和第二匚型框架(11)的内底部固定连接有下夹头(16),所述上夹头(18)和下夹头(16)将圆管固定。
6.根据权利要求5所述的圆管工件焊接夹具,其特征在于,所述上夹头(18)和下夹头(16)相互靠近的一侧均开设有v型槽。
7.根据权利要求1所述的圆管工件焊接夹具,其特征在于,所述底板(1)的前后侧均固定连接有侧板(4)。
技术总结
本技术涉及焊接夹具置领域,具体为圆管工件焊接夹具,包括:底板;所述底板上转动连接有蜗轮,所述底板上设置有使其自转的第一驱动机构;所述底板上通过其上开设的限位滑槽左右限位滑动连接有齿条,所述底板上设置有使其左右水平移动的第二驱动机构;所述蜗轮的轴心顶部和齿条的顶部分别固定连接有第一匚型框架和第二匚型框架,所述第一匚型框架和第二匚型框架内均设置有自动夹紧机构,用于分别夹紧一个圆管,所述第一匚型框架和第二匚型框架呈预设角度状,通过上述机构配合使得两个被夹紧的圆管呈多种角度贴在一起进行焊接作业。该装置可以使得两个圆管以多种角度进行焊接;可以使得两个圆管可以稳定高效精密的焊接在一起。
技术研发人员:梁杰福,刘桂谦
受保护的技术使用者:广州番禺职业技术学院
技术研发日:20240429
技术公布日:2025/2/10
- 还没有人留言评论。精彩留言会获得点赞!