一种新能源汽车电池盒加工用压铆机构的制作方法
本技术涉及压铆机构领域,具体为一种新能源汽车电池盒加工用压铆机构。
背景技术:
1、随着新能源汽车产销量爆发式增长,新能源汽车的关键零部件-动力电池的需求量也越来越大,同时对电池的安全性和质量要求也越来越严;其中对电池盖板制造工艺的进一步优化,特别是不断提高电池盖板的正负极组件铆接工艺的质量稳定和自动化效率,以满足市场更多更高需求,具有重大的经济价值和社会价值。
2、目前新能源汽车电池壳体制造过程中,需要使用压铆装置对电池壳体进行加工,但在新能源汽车电池壳体制造的过程中,首先将螺母置于定位柱上,然后将电池盒体上的铆孔对准螺母,最后通过冲压装置进行冲压工作,在实际操作的过程中,需要手动的对电池盒体进行扶持,避免在压铆的时候,电池盒体发生倾斜,增加员工的工作量同时由于人工操作的原因,还容易降低产品的良品率,同时一次只能对一组螺母进行冲压,五个螺母就要冲压五次,大大降低对电池盒的冲压效率。
技术实现思路
1、本实用新型的目的在于提供一种新能源汽车电池盒加工用压铆机构,以解决上述背景技术中提到的缺陷。
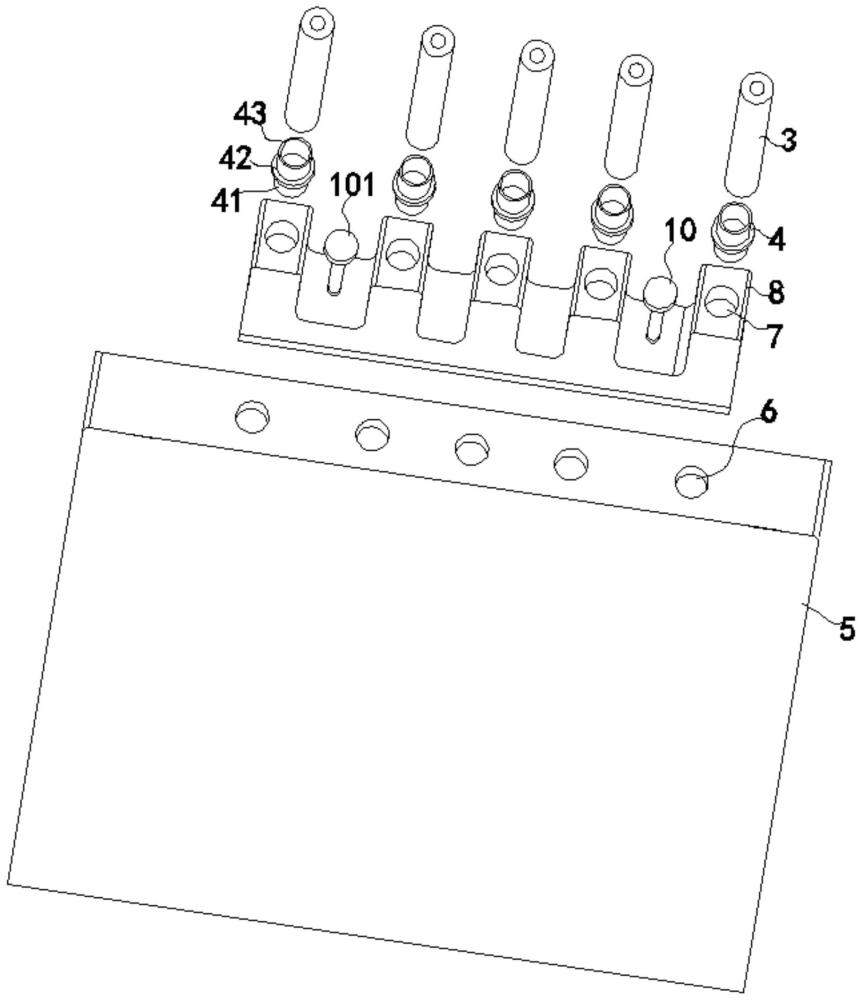
2、为实现上述目的,提供一种新能源汽车电池盒加工用压铆机构,包括冲压板,所述冲压板的表面均匀安装两组气缸,且气缸的活塞杆底部与冲压板表面螺接固定,冲压板的底部均匀安装多组压铆柱,且压铆柱的底部安装定位座,同时定位座的表面均匀安装多组压铆座,并且压铆座的表面开设定位槽,定位槽与压铆螺母的尺寸相适配,且压铆螺母底部插接在定位槽的内部,同时压铆座的表面覆盖电池盒本体,并且电池盒本体的侧壁上均匀开设多组铆接孔,定位座的表面安装第一磁片、第二磁片,压铆螺母包括螺母本体,且螺母本体表面与限位片进行固定,同时限位片的表面与压铆筒进行固定,并且螺母本体卡装在定位槽的内部,压铆筒穿插在铆接孔的内部。
3、优选的,所述压铆柱和压铆座均匀设置为五组,且五组压铆柱和压铆座为相对设置。
4、优选的,所述压铆柱为金属材质制造而成的圆柱形结构,且压铆柱向下运动对压铆螺母锚固在电池盒本体的侧壁上。
5、优选的,五组压铆座均匀设置在定位座的表面,且定位座底部与加工台螺接固定,同时相邻两组压铆座之间形成预留空间,并且定位座两侧的预留空间内部均固定设置立柱。
6、优选的,两组立柱的顶部分别固定第一磁片和第二磁片,且第一磁片和第二磁片为水平设置。
7、优选的,所述第一磁片和第二磁片均为圆形结构,且第一磁片和第二磁片的直径一致,同时第一磁片的直径小于电池盒本体侧壁的宽度,同时第一磁片和第二磁片的上侧表面与限位片的上侧表面齐平设置。
8、与现有技术相比,本实用新型的有益效果是:
9、将电池盒本体上开设的铆接孔插入到压铆螺母的外侧,在两组同步运动的气缸工作下,冲压板带动五组压铆柱向下运动,压铆柱向下运动对压铆螺母锚固在电池盒本体的侧壁上,一次可对五组压铆螺母进行压铆工作,提高压铆装置的工作效率;
10、第一磁片和第二磁片的设置,可将覆盖在五组压铆座上的电池盒本体进行吸附固定,在对电池盒本体进行压铆的时候,不同人工干预手持固定,保证电池盒本体在压铆时候的稳定性,降低工作人员的工作量。
技术特征:
1.一种新能源汽车电池盒加工用压铆机构,包括冲压板(2),其特征在于:所述冲压板(2)的表面均匀安装两组气缸(1),且气缸(1)的活塞杆底部与冲压板(2)表面螺接固定,冲压板(2)的底部均匀安装多组压铆柱(3),且压铆柱(3)的底部安装定位座(13),同时定位座(13)的表面均匀安装多组压铆座(8),并且压铆座(8)的表面开设定位槽(7),定位槽(7)与压铆螺母(4)的尺寸相适配,且压铆螺母(4)底部插接在定位槽(7)的内部,同时压铆座(8)的表面覆盖电池盒本体(5),并且电池盒本体(5)的侧壁上均匀开设多组铆接孔(6),定位座(13)的表面安装第一磁片(10)、第二磁片(101),压铆螺母(4)包括螺母本体(41),且螺母本体(41)表面与限位片(42)进行固定,同时限位片(42)的表面与压铆筒(43)进行固定,并且螺母本体(41)卡装在定位槽(7)的内部,压铆筒(43)穿插在铆接孔(6)的内部。
2.根据权利要求1所述的一种新能源汽车电池盒加工用压铆机构,其特征在于:所述压铆柱(3)和压铆座(8)均匀设置为五组,且五组压铆柱(3)和压铆座(8)为相对设置。
3.根据权利要求1所述的一种新能源汽车电池盒加工用压铆机构,其特征在于:所述压铆柱(3)为金属材质制造而成的圆柱形结构,且压铆柱(3)向下运动对压铆螺母(4)锚固在电池盒本体(5)的侧壁上。
4.根据权利要求2所述的一种新能源汽车电池盒加工用压铆机构,其特征在于:五组压铆座(8)均匀设置在定位座(13)的表面,且定位座(13)底部与加工台(9)螺接固定,同时相邻两组压铆座(8)之间形成预留空间(12),并且定位座(13)两侧的预留空间(12)内部均固定设置立柱(11)。
5.根据权利要求4所述的一种新能源汽车电池盒加工用压铆机构,其特征在于:两组立柱(11)的顶部分别固定第一磁片(10)和第二磁片(101),且第一磁片(10)和第二磁片(101)为水平设置。
6.根据权利要求5所述的一种新能源汽车电池盒加工用压铆机构,其特征在于:所述第一磁片(10)和第二磁片(101)均为圆形结构,且第一磁片(10)和第二磁片(101)的直径一致,同时第一磁片(10)的直径小于电池盒本体(5)侧壁的宽度,同时第一磁片(10)和第二磁片(101)的上侧表面与限位片(42)的上侧表面齐平设置。
技术总结
本技术公开了一种新能源汽车电池盒加工用压铆机构,包括冲压板,所述冲压板的表面均匀安装两组气缸,且气缸的活塞杆底部与冲压板表面螺接固定,冲压板的底部均匀安装多组压铆柱,且压铆柱的底部安装定位座,同时定位座的表面均匀安装多组压铆座,并且压铆座的表面开设定位槽,定位槽与压铆螺母的尺寸相适配。该新能源汽车电池盒加工用压铆机构,将电池盒本体上开设的铆接孔插入到压铆螺母的外侧,在两组同步运动的气缸工作下,冲压板带动五组压铆柱向下运动,压铆柱向下运动对压铆螺母锚固在电池盒本体的侧壁上,一次可对五组压铆螺母进行压铆工作,提高压铆装置的工作效率。
技术研发人员:李六顺
受保护的技术使用者:南京斯迪兰德机械科技有限公司
技术研发日:20240430
技术公布日:2025/1/6
- 还没有人留言评论。精彩留言会获得点赞!