一种料架焊接工装的制作方法
本技术涉及金属结构件制作工艺领域,特别是涉及一种料架焊接工装。
背景技术:
1、在铝合金挤压型材热处理时,为了节约能源提高装炉量,每个料架需要放置多层型材,为了使型材在热处理时加热均匀以保证性能稳定,每层之间需要用搁板条隔开以便均匀加热。在挤压机挤出型材时,搁板条同步自动放置在设定的搁板架位置,然后型材吊装进入料架,每层重复操作至装满料架,搁板架尺寸偏差较大时,送进搁板条经常出现卡阻掉落,需要人工干预而影响生产效率,因此要求搁板架的尺寸一致性要求较高。搁板架是安装在两侧立柱上,立柱的尺寸及位置精度决定了搁板架的精度。
2、料架采用在线轨道传输,在轨道水平托轮的旋转力和侧轮定位作用下运送至存放地,因此底盘的纵梁精度也要求较高;为了节约场地,料架需要多层重叠放置,一个料架下部的碗状导向件进入下面一层料架的上部吊头位置实现重叠支撑,且上部吊头及吊孔要与智能自动吊车的吊点配合,因此4个主立柱的上部吊头和下部碗状导向件的尺寸精度更为重要。
3、综上所述,整个料架结构的各尺寸精度要求非常高,为了满足其高精度的要求,必须对每个构件尺寸进行严格控制。但是现在铆工放样划线制造出的每个料架误差都不一样,难于实现放置搁板条、运输和重叠的过程,且浪费劳动力,给工人们的施工带来了不便。
4、综上所述,如何有效地解决每个料架误差都不一样,难于实现放置搁板条、运输和重叠的过程,是目前本领域技术人员急需解决的问题。
技术实现思路
1、本实用新型的目的是提供一种料架焊接工装,该料架焊接工装能制造出误差一致且满足设计要求的料架,且比划线装配的效率大幅提高。
2、为解决上述技术问题,本实用新型提供如下技术方案:
3、一种料架焊接工装,包括底盘工装总成、安装于所述底盘工装总成上的立柱工装总成,
4、所述底盘工装总成包括用以支撑纵梁和横梁的底座、安装于所述底座上面且沿纵梁长度方向的多个纵梁定位压紧机构和多个横梁定位压紧机构,相邻所述纵梁定位压紧机构之间具有距离,所述纵梁定位压紧机构包括用以定位所述纵梁竖向位置的竖向定位件和定位所述纵梁纵向位置的纵向定位件,多个横梁分别定位于对应所述横梁定位压紧机构处。
5、优选地,所述横梁定位压紧机构包括固定于所述底座上的定位块、与所述定位块相适配的顶紧板,所述横梁夹紧于所述定位块和顶紧板之间。
6、优选地,所述纵梁定位压紧机构还包括纵向之间具有间隙的支撑座,所述纵梁穿于所述间隙中,所述纵向定位件连接于其中一侧的所述支撑座上、其端部顶于所述纵梁侧壁以使所述纵梁另一侧壁抵接在另一侧所述支撑座上。
7、优选地,所述支撑座的上端设置有横板,所述竖向定位件连接于所述横板上,所述竖向定位件与所述横板升降连接,所述竖向定位件下端压于所述纵梁的顶面以使所述纵梁的底面压紧至所述底座的定位面。
8、优选地,所述竖向定位件和所述纵向定位件为螺纹杆,分别与对应的螺纹孔螺纹连接,所述竖向定位件的底部设有压紧垫块,所述横板与其中一侧的所述支撑座上端面转动连接,另一侧的所述支撑座上端面设有卡槽与所述横板相卡接的卡槽板,所述纵向定位件位于所述支撑座的同侧。
9、优选地,所述立柱工装总成包括主立柱工装总成和辅助立柱工装总成,
10、所述主立柱工装总成包括与所述底座连接的安装柱、安装于所述安装柱下部的下部定位机构、安装于所述安装柱上部、用以定位主立柱上端轴的上部定位机构,所述下部定位机构包括一组平行纵向定位板、连接于所述纵向定位板上用以夹紧所述主立柱的一对纵向平行侧壁的纵向顶紧件,所述上部定位机构包括一对与所述安装柱转动连接的旋转臂,两个所述旋转臂的相对面设有与所述上端轴相匹配的夹紧孔。
11、优选地,所述安装柱的上端面设有中间限位块,两个所述旋转臂的相对面设有与所述中间限位块相适配的限位孔,两个所述旋转臂夹紧所述上端轴时,所述限位孔与所述中间限位块贴合且两个所述旋转臂的相对面贴合。
12、优选地,所述纵向定位板与所述安装柱的侧壁转动连接,所述上部定位机构还包括一组平行横向定位板、连接于所述横向定位板上用以夹紧所述主立柱的一对横向平行侧壁的横向顶紧件,所述横向定位板与所述纵向定位板插接连接。
13、优选地,所述辅助立柱工装总成包括与所述底座连接的支撑柱、安装于所述支撑柱竖向的若干组纵向定位机构,所述纵向定位机构包括与所述支撑柱侧壁转动连接的转动臂,所述转动臂在远离所述安装柱的一端设有用以与辅助立柱连接的定位销。
14、优选地,所述底座上安装有底板,所述底板上加工有十字键槽,所述安装柱和支撑柱的底部安装座的底面具有与所述十字键槽相适配的滑块,所述滑块滑动连接于所述十字键槽中。
15、本实用新型所提供的料架焊接工装,包括底盘工装总成、安装于底盘工装总成上的立柱工装总成,底盘工装总成用于对料架的纵梁和横梁进行支撑和定位,立柱工装总成安装在底盘工装总成上,用于对料架两侧的立柱进行支撑或/和定位,立柱上设有连接搁板架的连接孔,搁板条连接在两侧搁板架的连接孔中。
16、底盘工装总成包括底座,底座由工字钢焊接而成,纵梁定位压紧机构和横梁定位压紧机支撑在底座上,具体多个纵梁定位压紧机构和多个横梁定位压紧机构安装于底座的上面。
17、多个纵梁定位压紧机构和多个横梁定位压紧机构沿纵梁长度方向依次设置,多个横梁分别定位于对应横梁定位压紧机构处,把横梁压紧至定位面。纵梁定位压紧机构分为水平和竖直压紧,竖向定位件定位纵梁的竖向位置,多个纵梁定位压紧机构的纵向定位面在一条直线上,纵向定位件定位纵梁的纵向位置。相邻纵梁定位压紧机构之间具有距离,对纵梁的整个长度方向进行定位,把纵梁均匀压紧至定位面。
18、本实用新型所提供的料架焊接工装,对每个构件尺寸进行严格控制,能制造出误差一致的料架,整个料架结构的各尺寸精度要求非常高,料架满足其高精度的设计要求,实现放置搁板条、运输和重叠的过程,且比划线装配的效率大幅提高,工装费用相对较低,操作简便,满足了小批量的制作需求;工装无液压和电气系统,工装存放无需维护,使用寿命长。
技术特征:
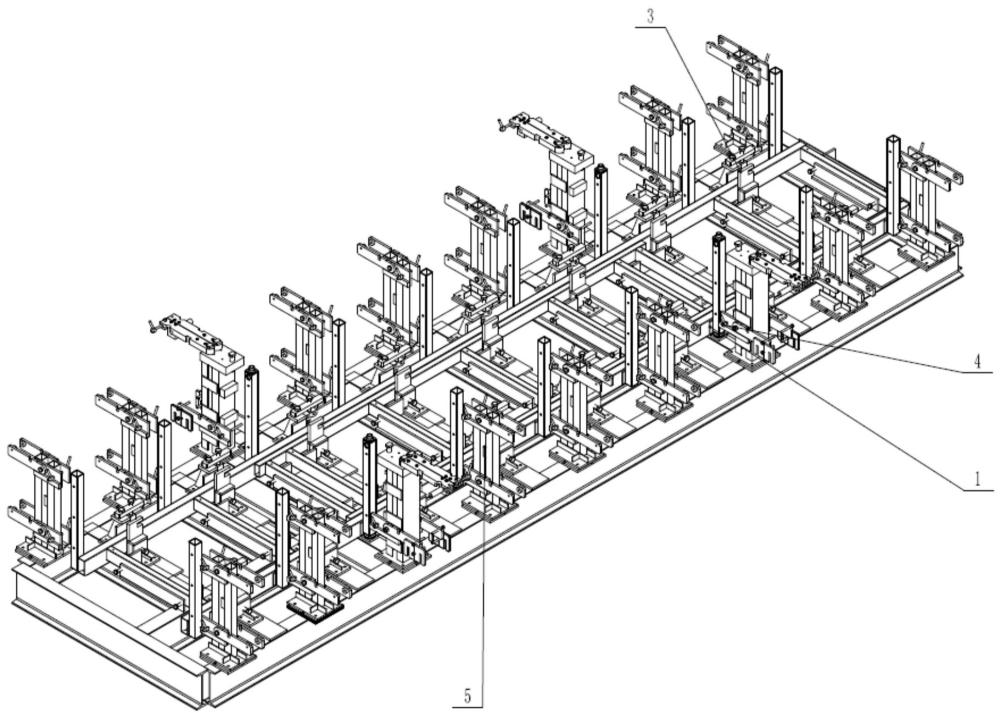
1.一种料架焊接工装,其特征在于,包括底盘工装总成(3)、安装于所述底盘工装总成(3)上的立柱工装总成,
2.根据权利要求1所述的料架焊接工装,其特征在于,所述横梁定位压紧机构包括固定于所述底座上的定位块、与所述定位块相适配的顶紧板,所述横梁(12)夹紧于所述定位块和顶紧板之间。
3.根据权利要求1所述的料架焊接工装,其特征在于,所述纵梁定位压紧机构(31)还包括纵向之间具有间隙的支撑座(314),所述纵梁(11)穿于所述间隙中,所述纵向定位件(317)连接于其中一侧的所述支撑座(314)上、其端部顶于所述纵梁(11)侧壁以使所述纵梁(11)另一侧壁抵接在另一侧所述支撑座(314)上。
4.根据权利要求3所述的料架焊接工装,其特征在于,所述支撑座(314)的上端设置有横板(313),所述竖向定位件(311)连接于所述横板(313)上,所述竖向定位件(311)与所述横板(313)升降连接,所述竖向定位件(311)下端压于所述纵梁(11)的顶面以使所述纵梁(11)的底面压紧至所述底座的定位面。
5.根据权利要求4所述的料架焊接工装,其特征在于,所述竖向定位件(311)和所述纵向定位件(317)为螺纹杆,分别与对应的螺纹孔螺纹连接,所述竖向定位件(311)的底部设有压紧垫块(316),所述横板(313)与其中一侧的所述支撑座(314)上端面转动连接,另一侧的所述支撑座(314)上端面设有卡槽与所述横板(313)相卡接的卡槽板,所述纵向定位件(317)位于所述支撑座(314)的同侧。
6.根据权利要求1-5任一项所述的料架焊接工装,其特征在于,所述立柱工装总成包括主立柱工装总成(4)和辅助立柱工装总成(5),
7.根据权利要求6所述的料架焊接工装,其特征在于,所述安装柱(41)的上端面设有中间限位块(47),两个所述旋转臂(46)的相对面设有与所述中间限位块(47)相适配的限位孔,两个所述旋转臂(46)夹紧所述上端轴时,所述限位孔与所述中间限位块(47)贴合且两个所述旋转臂(46)的相对面贴合。
8.根据权利要求6所述的料架焊接工装,其特征在于,所述纵向定位板(43)与所述安装柱(41)的侧壁转动连接,所述上部定位机构还包括一组平行横向定位板(44)、连接于所述横向定位板(44)上用以夹紧所述主立柱(13)的一对横向平行侧壁的横向顶紧件,所述横向定位板(44)与所述纵向定位板(43)插接连接。
9.根据权利要求6所述的料架焊接工装,其特征在于,所述辅助立柱工装总成(5)包括与所述底座连接的支撑柱(51)、安装于所述支撑柱(51)竖向的若干组纵向定位机构,所述纵向定位机构包括与所述支撑柱(51)侧壁转动连接的转动臂(52),所述转动臂(52)在远离所述安装柱(41)的一端设有用以与辅助立柱(14)连接的定位销(55)。
10.根据权利要求9所述的料架焊接工装,其特征在于,所述底座上安装有底板,所述底板上加工有十字键槽,所述安装柱(41)和支撑柱(51)的底部安装座的底面具有与所述十字键槽相适配的滑块,所述滑块滑动连接于所述十字键槽中。
技术总结
本技术公开了一种料架焊接工装,包括底盘工装总成(3)、安装于所述底盘工装总成(3)上的立柱工装总成,所述底盘工装总成(3)包括用以支撑纵梁(11)和横梁(12)的底座、安装于所述底座上面且沿纵梁(11)长度方向的多个纵梁定位压紧机构(31)和多个横梁定位压紧机构,相邻所述纵梁定位压紧机构(31)之间具有距离,所述纵梁定位压紧机构(31)包括用以定位所述纵梁(11)竖向位置的竖向定位件(311)和定位所述纵梁(11)纵向位置的纵向定位件(317),多个横梁(12)分别定位于对应所述横梁定位压紧机构处。该料架焊接工装能制造出误差一致且满足设计要求的料架,且比划线装配的效率大幅提高。
技术研发人员:王喜清,魏峨,杨际平,张文吉
受保护的技术使用者:重庆西南铝机电设备工程有限公司
技术研发日:20240509
技术公布日:2025/3/18
- 还没有人留言评论。精彩留言会获得点赞!