一种加工高硬度薄壁筒形件的精车外圆工装的制作方法
本技术涉及机械加工,具体涉及一种加工高硬度薄壁筒形件的精车外圆工装。
背景技术:
1、在机械制造领域,高硬度(50~55hrc)薄壁筒形件采用车削加工一直是较困难的。由于零件壁薄(壁厚最小约1-2mm,壁厚公差0.1mm),刚性不足,在受切削刀具挤压时容易像弹簧片一样震动,引起共震,导致切削表面质量下降,工件变形。在通用加工中,一般采用硬支撑的方法来增加工件刚性,在管状工件内紧密插入与零件相配的硬芯轴,保证加工时抵御零件开形及引起的共震。此方法有以下缺点:
2、1、需要根据每个零件装备相对应的硬芯轴,成本高;
3、2、由于是硬材料,与件相贴合时不可能完成紧密,同时由于硬材料吸震能力差,防震支撑作用有限。
技术实现思路
1、本实用新型的目的在于克服上述不足,提供了一种加工高硬度薄壁筒形件的精车外圆工装,解决了高硬度薄壁筒形件很难精加工外圆的问题,也解决了高硬度薄壁筒形件在精加工过程中加工变形大、排屑困难、表面质量差、圆度难以保证和断续切削刀具易崩刃、磨损的问题,提高了精加工的质量和效率;还解决了工装装拆校调麻烦的问题,提高了装夹效率。
2、本实用新型的目的是这样实现的:
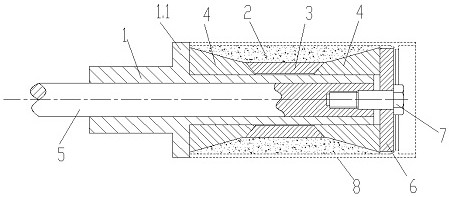
3、一种加工高硬度薄壁筒形件的精车外圆工装,包括支撑轴套、膨胀套、支撑片、楔块、拉杆、压板、螺栓和薄壁筒形件,所述薄壁筒形件内设有膨胀套,所述膨胀套外环面与薄壁筒形件内表面配合,所述支撑轴套伸入膨胀套内,膨胀套和支撑轴套之间设有楔块和支撑片,两个楔块对称套设在支撑轴套上,两个楔块之间夹设有支撑片,一个楔块通过支撑轴套的轴环限位,另一个楔块通过压板限位,所述压板通过螺栓与拉杆连接,所述拉杆设置在支撑轴套内,所述楔块与膨胀套之间、楔块与支撑片之间均采用楔形连接。
4、优选的,多个相同的支撑片围成圆形胀套。
5、优选的,所述膨胀套采用橡胶材质。
6、优选的,所述楔块设有第一外锥面和第二外锥面,所述支撑片对应第一外锥面设有第一内锥面,所述膨胀套对应第二外锥面设有第二内锥面。
7、优选的,两个第二内锥面对称设置在膨胀套的两端,两个第二内锥面通过内直面连接,支撑片的外环面与膨胀套的内直面配合。
8、优选的,所述支撑轴套的轴环将支撑轴套分为内安装部和外夹持部,所述内安装部伸入薄壁筒形件内,外夹持部用于装夹三爪卡盘。
9、本实用新型的有益效果是:
10、结构简单,安装方便,楔块与膨胀套之间、楔块与支撑块之间均采用楔形连接,使膨胀套整体向外膨胀,使得被加工的工件受力均匀,增强了夹具的夹紧效果,大大提高了加工精度;膨胀套采用橡胶材质,对薄壁筒形件柔性支撑,吸震效果好。
技术特征:
1.一种加工高硬度薄壁筒形件的精车外圆工装,其特征在于:包括支撑轴套、膨胀套、支撑片、楔块、拉杆、压板、螺栓和薄壁筒形件,所述薄壁筒形件内设有膨胀套,所述膨胀套外环面与薄壁筒形件内表面配合,所述支撑轴套伸入膨胀套内,膨胀套和支撑轴套之间设有楔块和支撑片,两个楔块对称套设在支撑轴套上,两个楔块之间夹设有支撑片,一个楔块通过支撑轴套的轴环限位,另一个楔块通过压板限位,所述压板通过螺栓与拉杆连接,所述拉杆设置在支撑轴套内,所述楔块与膨胀套之间、楔块与支撑片之间均采用楔形连接。
2.根据权利要求1所述的一种加工高硬度薄壁筒形件的精车外圆工装,其特征在于:多个相同的支撑片围成圆形胀套。
3.根据权利要求1所述的一种加工高硬度薄壁筒形件的精车外圆工装,其特征在于:所述膨胀套采用橡胶材质。
4.根据权利要求1所述的一种加工高硬度薄壁筒形件的精车外圆工装,其特征在于:所述楔块设有第一外锥面和第二外锥面,所述支撑片对应第一外锥面设有第一内锥面,所述膨胀套对应第二外锥面设有第二内锥面。
5.根据权利要求4所述的一种加工高硬度薄壁筒形件的精车外圆工装,其特征在于:两个第二内锥面对称设置在膨胀套的两端,两个第二内锥面通过内直面连接,支撑片的外环面与膨胀套的内直面配合。
6.根据权利要求1所述的一种加工高硬度薄壁筒形件的精车外圆工装,其特征在于:所述支撑轴套的轴环将支撑轴套分为内安装部和外夹持部,所述内安装部伸入薄壁筒形件内,外夹持部用于装夹三爪卡盘。
技术总结
本技术涉及一种加工高硬度薄壁筒形件的精车外圆工装,包括支撑轴套、膨胀套、支撑片、楔块、拉杆、压板、螺栓和薄壁筒形件,所述薄壁筒形件内设有膨胀套,所述膨胀套外环面与薄壁筒形件内表面配合,所述支撑轴套伸入膨胀套内,膨胀套和支撑轴套之间设有楔块和支撑片,两个楔块对称套设在支撑轴套上,两个楔块之间夹设有支撑片,一个楔块通过支撑轴套的轴环限位,另一个楔块通过压板限位,所述压板通过螺栓与拉杆连接,所述拉杆设置在支撑轴套内,所述楔块与膨胀套之间、楔块与支撑片之间均采用楔形连接。本技术结构简单,膨胀套整体向外膨胀,使得被加工的工件受力均匀,增强了夹具的夹紧效果,大大提高了加工精度。
技术研发人员:周孙翔,冯振,潘齐
受保护的技术使用者:江阴天澄机械装备有限公司
技术研发日:20240513
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!