一种用于焊接生产线的轴套定位焊接装置的制作方法
本技术涉及椅子脚生产,具体涉及一种用于焊接生产线的轴套定位焊接装置。
背景技术:
1、本申请人在此前研发出了一种一体成型椅子脚的成型工艺,参考专利申请号为cn202211288191.7的中国专利申请文件,成型工艺包括按顺序依次排列的板材开料工序、冲压成型工序,通过利用同一块第一金属板采用冲压方式同时冲压弯折出固定座和多个支脚,使固定座与多个支脚呈一体成型设置,在椅子脚的加工流程中,还包括位于冲压成型工序之后的配件焊接工序;需要在椅脚本体的中部位置焊接用于插装气压杆的轴套,以及在椅脚本体的五个支撑脚内焊接用于提高支撑强度的内骨,得到完整椅子脚。
2、在传统的轴套焊接流程中,通常是在轴套与椅脚本体之间的连接处围绕轴套一步焊接完成,这种焊接过程虽然可以保证焊接效率,从而提高生产量,但是通过一步焊接成型的方式会导致影响焊接质量和成品率,焊接过程中,由于热应力和残余应力的作用,轴套和椅脚本体之间可能会发生尺寸和形状的变化,从而影响轴套与椅脚本体之间的配合度,而且还会影响椅子脚的正常使用,但是如果将轴套分段进行焊接,则会大大降低焊接效率,影响生产进度。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种用于焊接生产线的轴套定位焊接装置。
2、本实用新型解决其技术问题所采用的技术方案是:
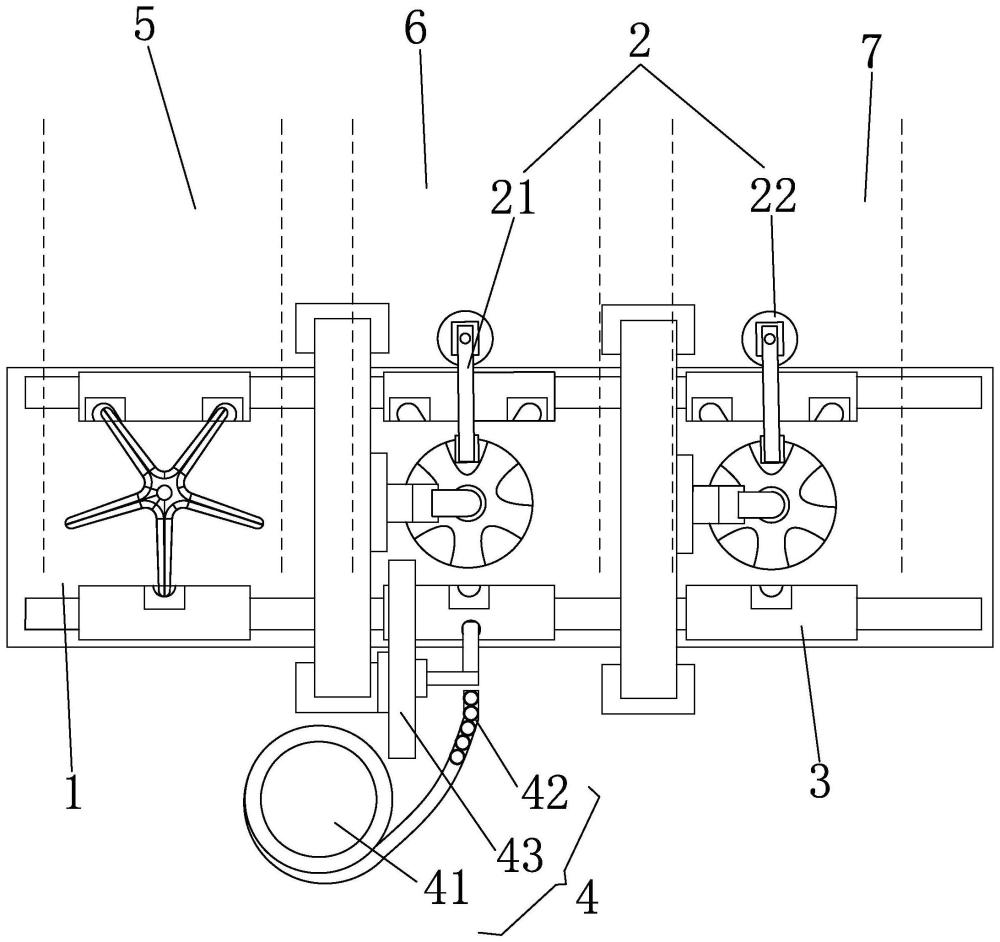
3、一种用于焊接生产线的轴套定位焊接装置,包括工作台、架设在工作台上方的焊接机构、安装在工作台上的输送机构以及安装在工作台一侧的上料机构,所述工作台依次分为用于放置椅脚本体的备料区、用于对轴套定位焊接的第一焊接区和用于对轴套完整焊接第二焊接区,所述上料机构安装在第一焊接区的一侧,所述第一焊接区和第二焊接区中均包括有结构相同的焊接转台、机架和压紧机构,所述焊接转台转动安装在工作台上,所述压紧机构架设在工作台上方,所述压紧机构安装在机架上,所述压紧机构将轴套压紧在椅脚本体上;所述焊接机构包括分别安装在第一焊接区的定位焊接机和安装在第二焊接区的弧形焊接机,所述第一焊接区的焊接转台配合定位焊接机对轴套进行三点定位焊接,所述第二焊接区的焊接转台配合弧形焊接机对轴套进行弧形焊接。
4、本实用新型中,所述第一焊接区的焊接转台每次转动120°后停顿2-3s,停顿期间所述定位焊接机对轴套进行点焊并重复三次;所述第二焊接区的焊接转台匀速转动120°后再加速转动120°,匀速转动期间所述弧形焊接机对轴套进行弧形连续焊接并重复三次。
5、本实用新型中,所述输送机构包括至少三根固定在工作台上的升降杆、水平安装在升降杆顶部的升降架、滑动配合在升降架上的移动架和三组固定在移动架上的承托架,三组所述承托架分别安装在备料区、第一焊接区和第二焊接区,还包括用于驱动移动架沿升降架水平移动的驱动机构,所述驱动机构通过丝杆传动的方式带动移动架移动。
6、本实用新型中,所述压紧机构包括固定连接在机架上的连接座、安装在连接座上的推杆和连接在推杆上的压轴,所述压轴位于焊接转台的正上方,所述压轴通过推杆带动上下移动。
7、进一步的,所述压轴的底部设有可拆装的压块,所述压块包括直径大于轴套外径的压板和直径等于轴套内径的限位块,所述限位块连接在压板的下方并且两者一体成型,所述压轴向下移动时带动压块下压,所述限位块伸入到轴套内对其进行水平方向的限位,所述压板抵压在轴套的上端面对其进行竖直方向的限位。
8、本实用新型中,上料机构包括用于将轴套排列上料的震动盘、连接在震动盘出料口的排列槽以及安装在机架上的抓取机构,所述震动盘将散乱的轴套输出到排列槽中竖直排列,所述抓取机构将排列槽中的轴套依次送入到椅脚本体的中心处。
9、进一步的,所述抓取机构包括固定在机架上的导向板、水平滑动安装在导向板上的滑块、竖直滑动安装在滑块上的连接板和安装在连接板下端的气动手指,所述导向板从外向内水平延伸到第一焊接区内,常态下,所述滑块位于第一焊接区的外侧,轴套上料时,所述连接板带动气动手指向下移动,所述气动手指伸入到轴套的内侧并向外撑开从而抓取轴套,所述连接板上升将轴套提起,所述滑块沿导向板向第一焊接区内移动,当轴套被送至所述焊接转台的中心位置时,所述连接板下移从而控制气动手指松开将轴套放置在椅脚本体上。
10、进一步的,所述滑块在导向板上通过丝杆传动的方式传动,所述连接板在滑块上通过电推杆驱动。
11、本实用新型具有以下优点和有益效果:
12、将轴套的焊接分步骤进行,首先通过三点定位焊接将轴套初步定位在椅脚本体上,这样能够有效减小内应力的产生,提高轴套与椅脚本体之间的配合度,随后再通过分段的弧形焊接将轴套完全焊接在椅脚本体上,在弧形焊接时产生的内应力能够保持相对平衡,减少应力变形,从而避免发生尺寸和形状的变化,不仅如此,输送机构的同步转移能够将焊接步骤实现同步串联,提高了焊接效率。
技术特征:
1.一种用于焊接生产线的轴套定位焊接装置,其特征在于:包括工作台(1)、架设在工作台(1)上方的焊接机构(2)、安装在工作台(1)上的输送机构(3)以及安装在工作台(1)一侧的上料机构(4),所述工作台(1)依次分为用于放置椅脚本体的备料区(5)、用于对轴套定位焊接的第一焊接区(6)和用于对轴套完整焊接第二焊接区(7),所述上料机构(4)安装在第一焊接区(6)的一侧,所述第一焊接区(6)和第二焊接区(7)中均包括有结构相同的焊接转台(11)、机架(12)和压紧机构(13),所述焊接转台(11)转动安装在工作台(1)上,所述压紧机构(13)架设在工作台(1)上方,所述压紧机构(13)安装在机架(12)上,所述压紧机构(13)将轴套压紧在椅脚本体上;所述焊接机构(2)包括分别安装在第一焊接区(6)的定位焊接机(21)和安装在第二焊接区(7)的弧形焊接机(22),所述第一焊接区(6)的焊接转台(11)配合定位焊接机(21)对轴套进行三点定位焊接,所述第二焊接区(7)的焊接转台(11)配合弧形焊接机(22)对轴套进行弧形焊接。
2.根据权利要求1所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:所述第一焊接区(6)的焊接转台(11)每次转动120°后停顿2-3s,停顿期间所述定位焊接机(21)对轴套进行点焊并重复三次;所述第二焊接区(7)的焊接转台(11)匀速转动120°后再加速转动120°,匀速转动期间所述弧形焊接机(22)对轴套进行弧形连续焊接并重复三次。
3.根据权利要求1所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:所述输送机构(3)包括至少三根固定在工作台(1)上的升降杆(30)、水平安装在升降杆(30)顶部的升降架(31)、滑动配合在升降架(31)上的移动架(32)和三组固定在移动架(32)上的承托架(33),三组所述承托架(33)分别安装在备料区(5)、第一焊接区(6)和第二焊接区(7),还包括用于驱动移动架(32)沿升降架(31)水平移动的驱动机构(34),所述驱动机构(34)通过丝杆(342)传动的方式带动移动架(32)移动。
4.根据权利要求1所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:所述压紧机构(13)包括固定连接在机架(12)上的连接座(131)、安装在连接座(131)上的推杆(132)和连接在推杆(132)上的压轴(133),所述压轴(133)位于焊接转台(11)的正上方,所述压轴(133)通过推杆(132)带动上下移动。
5.根据权利要求4所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:所述压轴(133)的底部设有可拆装的压块(134),所述压块(134)包括直径大于轴套外径的压板(135)和直径等于轴套内径的限位块(136),所述限位块(136)连接在压板(135)的下方并且两者一体成型,所述压轴(133)向下移动时带动压块(134)下压,所述限位块(136)伸入到轴套内对其进行水平方向的限位,所述压板(135)抵压在轴套的上端面对其进行竖直方向的限位。
6.根据权利要求1所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:上料机构(4)包括用于将轴套排列上料的震动盘(41)、连接在震动盘(41)出料口的排列槽(42)以及安装在机架(12)上的抓取机构(43),所述震动盘(41)将散乱的轴套输出到排列槽(42)中竖直排列,所述抓取机构(43)将排列槽(42)中的轴套依次送入到椅脚本体的中心处。
7.根据权利要求6所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:所述抓取机构(43)包括固定在机架(12)上的导向板(431)、水平滑动安装在导向板(431)上的移动块(432)、竖直滑动安装在移动块(432)上的连接板(433)和安装在连接板(433)下端的气动手指(434),所述导向板(431)从外向内水平延伸到第一焊接区(6)内,常态下,所述移动块(432)位于第一焊接区(6)的外侧,轴套上料时,所述连接板(433)带动气动手指(434)向下移动,所述气动手指(434)伸入到轴套的内侧并向外撑开从而抓取轴套,所述连接板(433)上升将轴套提起,所述移动块(432)沿导向板(431)向第一焊接区(6)内移动,当轴套被送至所述焊接转台(11)的中心位置时,所述连接板(433)下移从而控制气动手指(434)松开将轴套放置在椅脚本体上。
8.根据权利要求7所述的一种用于焊接生产线的轴套定位焊接装置,其特征在于:所述移动块(432)在导向板(431)上通过丝杆(342)传动的方式传动,所述连接板(433)在移动块(432)上通过推杆(132)驱动。
技术总结
一种用于焊接生产线的轴套定位焊接装置,包括工作台、架设在工作台上方的焊接机构、安装在工作台上的输送机构以及安装在工作台一侧的上料机构,所述工作台依次分为用于放置椅脚本体的备料区、用于对轴套定位焊接的第一焊接区和用于对轴套完整焊接第二焊接区,将轴套的焊接分步骤进行,首先通过三点定位焊接将轴套初步定位在椅脚本体上,这样能够有效减小内应力的产生,提高轴套与椅脚本体之间的配合度,随后再通过分段的弧形焊接将轴套完全焊接在椅脚本体上,在弧形焊接时产生的内应力能够保持相对平衡,减少应力变形,从而避免发生尺寸和形状的变化,不仅如此,输送机构的同步转移能够将焊接步骤实现同步串联,提高了焊接效率。
技术研发人员:申翰雄
受保护的技术使用者:佛山市南海申晖五金塑料家具有限公司
技术研发日:20240514
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!