全自动柔性金属筒成型焊接一体化生产线的制作方法
本技术涉及金属筒成型焊接,尤其涉及全自动柔性金属筒成型焊接一体化生产线。
背景技术:
1、现有的筒型板材是通过板材通过冲击成筒型,再将缝隙进行焊接完成生产操作。
2、现有的金属筒成型焊接装置一般对物料冲压成型后需要人工取料再进行下一步焊接,通过人工取料存在着生产的效率低、成本高,影响了生产的节拍的问题;因此我们设计了全自动柔性金属筒成型焊接一体化生产线来解决以上问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的全自动柔性金属筒成型焊接一体化生产线,其通过机械手可以将物料进行输送,使其进行冲压和焊接操作,自动化程度高,提高了生产的效率。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、全自动柔性金属筒成型焊接一体化生产线,包括上料机构,所述上料机构包括上料框体,所述上料框体上固定连接有电动滑轨,所述电动滑轨的外壁套设有与其滑动连接的电动滑块,所述电动滑块的底部固定连接有机械夹手,所述上料机构的后侧设有成型机构,所述上料机构包括上料框体,所述上料框体上固定连接有电动滑轨,所述电动滑轨的外壁套设有与其滑动连接的电动滑块,所述电动滑块的底部固定连接有机械夹手,所述成型机构的左侧设有储料机构,所述储料机构包括储料框体,所述储料框体上固定连接有旋转电机,所述旋转电机的输出端固定连接有传动杆,所述传动杆贯穿储料框体并与其转动连接,所述储料框体上转动连接有多个传动辊轮,每个所述传动辊轮的外壁与传动杆的外壁共同套设有皮带,所述储料框体上固定连接有储料板,所述成型机构的右侧设有焊接机构,所述焊接机构包括焊接框体,所述焊接框体上设有夹持机构,所述焊接框体上固定连接有移动机构,所述移动机构上安装有固定液压杆,所述固定液压杆的底部固定连接有焊接枪,所述焊接机构的右侧设有下料机构,所述下料机构包括下料框体,所述下料框体上固定连接有固定电机,所述下料框体上转动连接有第一转动杆,所述固定电机的输出轴外壁与第一转动杆的外壁共同套设有第一链条,所述下料框体上转动连接有第二旋转杆,所述第一转动杆的外壁和第二旋转杆的外壁共同套设有多个第二链条,所述第二旋转杆的外壁固定连接有多个传动板,所述下料框体上固定连接有斜板。
4、优选地,所述传动机构包括与成型框体转动连接的两个旋转杆,所述成型框体的侧壁固定连接有传动电机,所述传动电机的输出轴与其中一个旋转杆的轴心固定连接,两个所述旋转杆的外壁共同套设有两个传送带。
5、优选地,所述下冲压模具与上冲击模具的相对端均设有弧形槽。
6、优选地,所述储料框体上转动连接有翻转板,所述翻转板的底部转动连接有液压杆,所述液压杆与储料框体转动连接。
7、优选地,所述夹持机构包括与焊接框体固定连接的两个液压缸,每个所述液压缸的输出端均固定连接有移动板,两个所述移动板的相对端均固定连接有夹具。
8、优选地,所述移动机构包括导轨和滑块,所述导轨与焊接框体固定连接,所述滑块与导轨滑动连接,所述滑块与固定液压杆固定连接。
9、优选地,所述固定电机的输出轴末端固定连接有主动链轮,所述第一转动杆的外壁固定连接有传动链轮,所述第一链条套设在主动链轮和从动链轮的外壁上。
10、优选地,所述第一转动杆和第二旋转杆的外壁均固定连接有旋转链轮,所述第二链条套设在两个旋转链轮的外壁上设置。
11、本实用新型与现有技术相比,其有益效果为:
12、1、通过机械手可以将物料进行输送,使其进行冲压和焊接操作,自动化程度高,提高了生产的效率。
13、2、通过夹持机构可以对筒型料进行夹持固定,可以方便后续对焊缝进行焊接操作,保证了焊接过程的稳定。
14、综上所述,本实用新型通过机械手可以将物料进行输送,使其进行冲压和焊接操作,自动化程度高,提高了生产的效率。
技术特征:
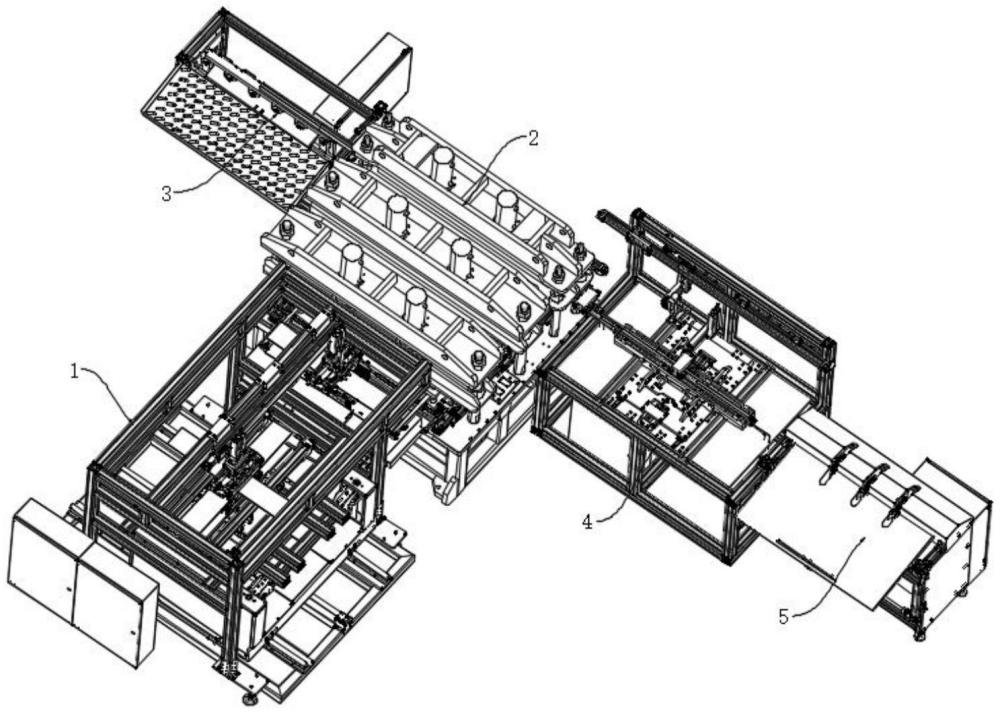
1.全自动柔性金属筒成型焊接一体化生产线,包括上料机构(1),其特征在于,所述上料机构(1)的后侧设有成型机构(2),所述成型机构(2)的左侧设有储料机构(3),所述成型机构(2)的右侧设有焊接机构(4),所述焊接机构(4)的右侧设有下料机构(5);
2.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述传动机构(202)包括与成型框体(201)转动连接的两个旋转杆,所述成型框体(201)的侧壁固定连接有传动电机,所述传动电机的输出轴与其中一个旋转杆的轴心固定连接,两个所述旋转杆的外壁共同套设有两个传送带。
3.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述下冲压模具(205)与上冲击模具(206)的相对端均设有弧形槽。
4.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述储料框体(301)上转动连接有翻转板(306),所述翻转板(306)的底部转动连接有液压杆,所述液压杆与储料框体(301)转动连接。
5.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述夹持机构包括与焊接框体(401)固定连接的两个液压缸(402),每个所述液压缸(402)的输出端均固定连接有移动板(403),两个所述移动板(403)的相对端均固定连接有夹具(404)。
6.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述移动机构(405)包括导轨和滑块,所述导轨与焊接框体(401)固定连接,所述滑块与导轨滑动连接,所述滑块与固定液压杆(406)固定连接。
7.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述固定电机(502)的输出轴末端固定连接有主动链轮,所述第一转动杆(504)的外壁固定连接有传动链轮,所述第一链条(503)套设在主动链轮和从动链轮的外壁上。
8.根据权利要求1所述的全自动柔性金属筒成型焊接一体化生产线,其特征在于,所述第一转动杆(504)和第二旋转杆(506)的外壁均固定连接有旋转链轮,所述第二链条(505)套设在两个旋转链轮的外壁上设置。
技术总结
本技术公开了全自动柔性金属筒成型焊接一体化生产线,包括上料机构,所述上料机构包括上料框体,所述上料框体上固定连接有电动滑轨,所述电动滑轨的外壁套设有与其滑动连接的电动滑块,所述电动滑块的底部固定连接有机械夹手,所述上料机构的后侧设有成型机构,所述成型机构的左侧设有储料机构,所述成型机构的右侧设有焊接机构,所述焊接机构的右侧设有下料机构。本技术通过机械手可以将物料进行输送,使其进行冲压和焊接操作,自动化程度高,提高了生产的效率。
技术研发人员:宋志阳
受保护的技术使用者:青岛志扬智能装备有限公司
技术研发日:20240515
技术公布日:2025/1/2
- 还没有人留言评论。精彩留言会获得点赞!