一种汽车横梁冲压成型模具的制作方法
本技术涉及冲压成型模具,更具体地说,它涉及一种汽车横梁冲压成型模具。
背景技术:
1、冲压成型模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压,是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
2、汽车大梁,也被称为车架,是汽车的重要组成部分。一般由两根纵梁和几根横梁组成,经过悬挂装置、前桥、后桥支承在车轮上。车架的功用是支撑、连接汽车的各总成,使各总成保持相对正确的位置,并承受汽车内外的各种载荷。因此车架必须具有足够的强度和刚度,以承受汽车的载荷和从车轮传来的冲击。而汽车横梁作为汽车大梁的重要组成部分,同样也需要具备足够的强度和刚度,因此在生产过程需要采用冲压成型模具进行冲压加工。
3、现有的冲压成型模具在对汽车横梁进行冲压过程中,底部并未设置缓冲,在施加压力过程中,容易造成模具发生损坏。与此同时,现有的冲压成型模具对汽车横梁进行冲压后,加工完成的汽车横梁受压陷入模具内部,存在不易取出的问题。
技术实现思路
1、针对现有技术存在的不足,本实用新型的目的在于提供一种在模具底部设置下模座提供缓冲,避免冲压模具受压发生损坏,同时在模具内部设置顶升件,便于汽车横梁加工完成后从模具内部取出的汽车横梁冲压成型模具。
2、为实现上述目的,本实用新型提供了如下技术方案:
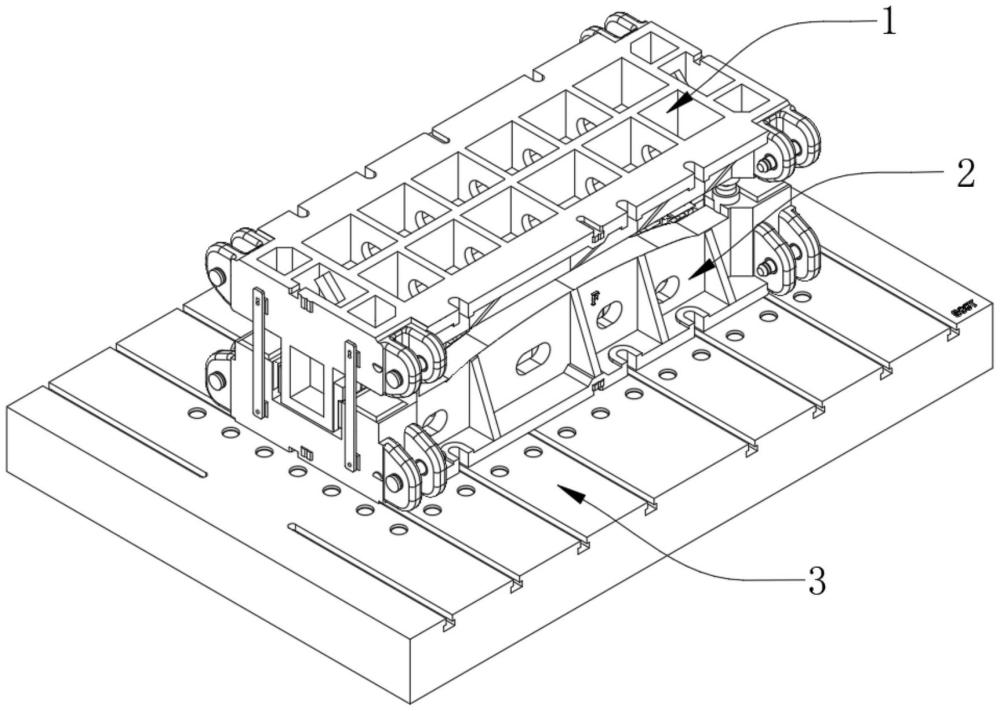
3、一种汽车横梁冲压成型模具,包括上模、与上模连接的下模以及设置在下模底部的下模座,所述下模和下模座之间设置有横梁;所述上模包括设置为矩形结构的上模盖,所述上模靠近下模一侧设置有连接条和嵌合槽,所述连接条和嵌合槽沿上模宽度方向设置、且关于上模轴线位置对称设置,所述下模包括设置为矩形结构的下模底盖,所述下模底盖形状和大小与上模盖一致,所述下模座设置为面积大于下模的矩形结构、且顶部与下模底部连接。
4、通过采用上述技术方案,横梁进行冲压加工过程中,下模座底部能够在下模底部,从下模四周为模具提供支撑与缓冲,从而有效避免模具受压发生损坏。
5、本实用新型进一步设置为:所述连接条安装在上模盖侧壁、且关于上模盖长度方向轴线对称设置为两组,所述连接条远离上模盖一侧与下模底盖侧壁连接;所述嵌合槽设置为矩形结构、且自上模盖底部向下设置,所述嵌合槽向下插接在下模内部。
6、本实用新型进一步设置为:所述上模盖底部靠近下模底盖一侧设置有一组按压件,所述按压件沿上模盖长度方向设置、且其形状与横梁形状适配;所述上模盖底部四角位置均设置有一组定位栓,所述定位栓设置为圆柱结构、且高度小于嵌合槽高度。
7、本实用新型进一步设置为:所述下模底盖顶部与两组嵌合槽位置对应处分别开设有一组插接槽,所述插接槽形状、高度与嵌合槽一致,所述下模底盖内部沿其长度方向开设有通孔、且通孔内部设置有顶升件。
8、本实用新型进一步设置为:所述顶升件顶部形状与横梁形状适配、且高度与下模底盖高度适配,所述顶升件和按压件位置相互对应、所述顶升件和按压件之间设置有横梁。
9、通过采用上述技术方案,横梁放置在按压件和顶升件后,可通过按压件和顶升件的配合,充分与横梁贴合;横梁冲压加工完成后,可通过顶升件在下模底盖内部的移动,使横梁从下模底盖内部脱出。
10、本实用新型进一步设置为:所述下模底盖顶部四角位置处均设置有一组定位销,所述定位销设置为形状与定位栓适配的圆柱结构、且位置分别与定位栓对应。
11、综上所述,本申请包括以下至少一种有益技术效果:
12、1.下模底盖内部设置顶升件,在横梁加工过程中,可通过按压件和顶升件的配合,充分与横梁贴合,保证冲压加工过程中能均匀对横梁施加压力;横梁冲压加工完成后,可通过顶升件在下模底盖内部的移动,使横梁从下模底盖内部脱出,便于将横梁取出。
13、2.横梁进行冲压加工过程中,下模座底部能够在下模底部,从下模四周为模具提供支撑与缓冲,从而有效避免模具受压发生损坏,最终影响横梁成品加工质量的问题。
技术特征:
1.一种汽车横梁冲压成型模具,其特征在于:包括上模(1)、与上模(1)连接的下模(2)以及设置在下模(2)底部的下模座(3),所述下模(2)和下模座(3)之间设置有横梁(4);
2.根据权利要求1所述的一种汽车横梁冲压成型模具,其特征在于:所述连接条(12)安装在上模盖(11)侧壁、且关于上模盖(11)长度方向轴线对称设置为两组,所述连接条(12)远离上模盖(11)一侧与下模底盖(21)侧壁连接;
3.根据权利要求2所述的一种汽车横梁冲压成型模具,其特征在于:所述上模盖(11)底部靠近下模底盖(21)一侧设置有一组按压件(14),所述按压件(14)沿上模盖(11)长度方向设置、且其形状与横梁(4)形状适配;
4.根据权利要求3所述的一种汽车横梁冲压成型模具,其特征在于:所述下模底盖(21)顶部与两组嵌合槽(13)位置对应处分别开设有一组插接槽(22),所述插接槽(22)形状、高度与嵌合槽(13)一致,所述下模底盖(21)内部沿其长度方向开设有通孔、且通孔内部设置有顶升件(23)。
5.根据权利要求4所述的一种汽车横梁冲压成型模具,其特征在于:所述顶升件(23)顶部形状与横梁(4)形状适配、且高度与下模底盖(21)高度适配,所述顶升件(23)和按压件(14)位置相互对应、所述顶升件(23)和按压件(14)之间设置有横梁(4)。
6.根据权利要求5所述的一种汽车横梁冲压成型模具,其特征在于:所述下模底盖(21)顶部四角位置处均设置有一组定位销(24),所述定位销(24)设置为形状与定位栓(15)适配的圆柱结构、且位置分别与定位栓(15)对应。
技术总结
本技术适用于冲压成型模具技术领域,提供了一种汽车横梁冲压成型模具,包括上模、与上模连接的下模以及设置在下模底部的下模座,所述下模和下模座之间设置有横梁;所述上模包括设置为矩形结构的上模盖,所述上模靠近下模一侧设置有连接条和嵌合槽,所述连接条和嵌合槽沿上模宽度方向设置、且关于上模轴线位置对称设置,所述下模包括设置为矩形结构的下模底盖。该装置解决了冲压成型模具底部并未设置缓冲,容易造成模具发生损坏,加工完成的汽车横梁受压陷入模具内部不易取出的问题,达到了在模具底部设置下模座提供缓冲,避免冲压模具受压发生损坏,同时在模具内部设置顶升件,便于汽车横梁加工完成后从模具内部取出的效果。
技术研发人员:许信发,周日升,赵龙
受保护的技术使用者:源泉汽车零部件(苏州)有限公司
技术研发日:20240531
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!