一种线路板焊接装置的制作方法
本技术涉及线路板,具体涉及一种线路板焊接装置。
背景技术:
1、现有的警灯线路板,如图4和图6所示,包括圆形的第一线路板1,以及固定于第一线路板1上方的六个尺寸相同的第二线路板2,第二线路板2具有沿其高度方向间隔设置的多个led灯3,如图5所示,第二线路板2的顶部两侧设有第一焊接部4,且其底部设有朝下延伸的第二焊接部5,第二焊接部5能够插入第一线路板1的焊孔内,与第一线路板1焊接固定,六个第二线路板2围合形成正六边形,且相邻两个第二线路板2之间的两个第一焊接部4通过焊锡连接。由于六个第二线路板2焊接在一起后不能歪斜,且需要呈标准的正六边形,这样对焊接要求较高,导致焊接合格率较低,容易返工,增加了生产成本。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中的警灯线路板对焊接要求高、生产成本高的缺陷,从而提供一种焊接快捷方便、生产成本低的线路板焊接装置。
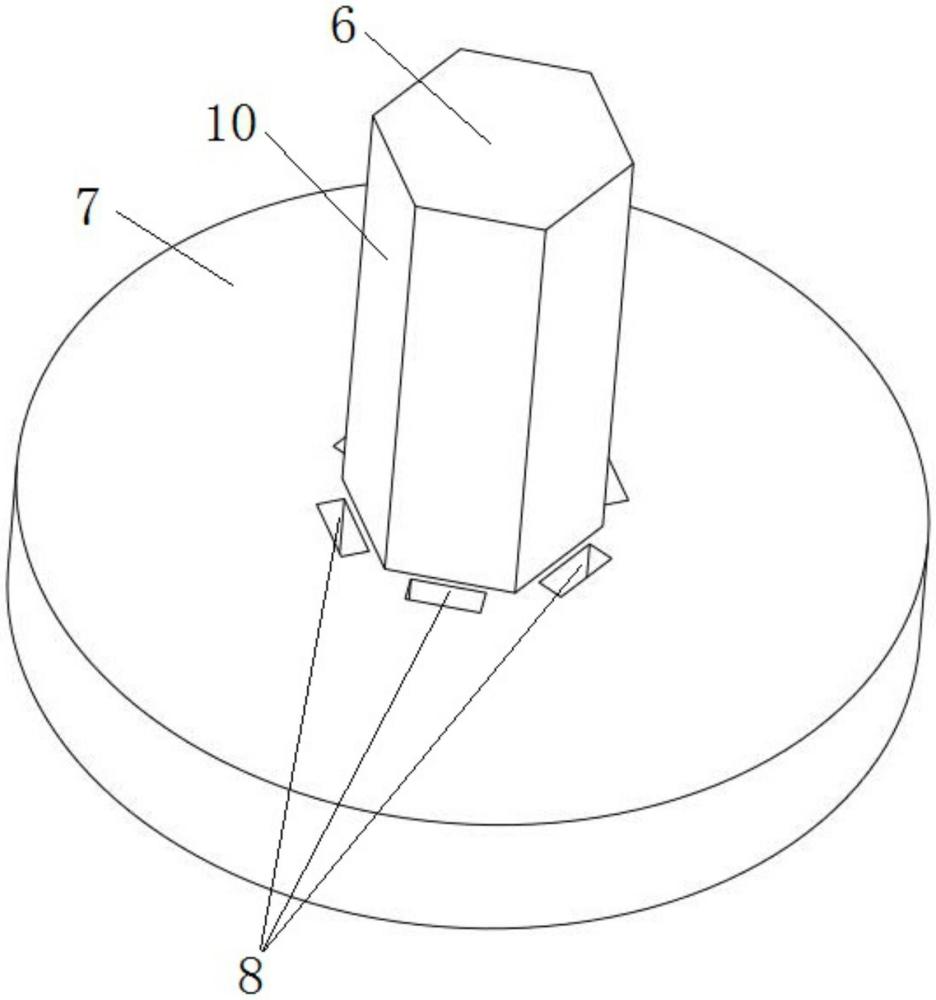
2、为此,本实用新型提供一种线路板焊接装置,适于对六个尺寸相同的第二线路板进行焊接,所述第二线路板具有设于其顶部宽度方向两侧的第一焊接部,以及设于其底部、且朝下延伸的第二焊接部,焊接工装包括:正六棱柱,固定于基板上方;基板,成型有分布于所述正六棱柱周围、且与正六棱柱六个底边对应设置的插槽,六个所述插槽用于供六个所述第二线路板的第二焊接部对应插入;至少一个压紧件,环绕六个所述第二线路板设置,适于将各个所述第二线路板与对应所述正六棱柱的侧面压紧贴合相抵。
3、所述压紧件有多个,多个所述压紧件沿所述第二线路板的高度方向间隔分布。
4、所述压紧件为橡皮筋或胶带。
5、所述正六棱柱通过注塑与所述基板一体成型。
6、所述正六棱柱通过螺钉固定于所述基板上。
7、本实用新型技术方案,具有如下优点:
8、1.本实用新型提供的线路板焊接装置,包括基板、正六棱柱和压紧件,基板成型有分布于正六棱柱周围、且与正六棱柱六个底边对应设置的插槽,焊接前,先将第二线路板的第二焊接部对应插入基板上的六个插槽内,然后通过压紧件将各个第二线路板与对应正六棱柱的侧面压紧贴合相抵,也即通过正六棱柱、压紧件和插槽实现了对六个第二线路板的定位作用,使六个第二线路板保持住正六边形的形状,这样焊接更加快捷方便,提高了生产效率,降低了生产成本。
9、2.本实用新型提供的线路板焊接装置,压紧件为橡皮筋,通过橡皮筋将六个线路板绑在正六棱柱外壁上,从而更好地对六个线路板起到定位的作用,另外,橡皮筋拆装方便,且能够重复使用。
技术特征:
1.一种线路板焊接装置,适于对六个尺寸相同的第二线路板(2)进行焊接,所述第二线路板(2)具有设于其顶部宽度方向两侧的第一焊接部(4),以及设于其底部、且朝下延伸的第二焊接部(5),其特征在于,焊接工装包括:
2.根据权利要求1所述的线路板焊接装置,其特征在于,所述压紧件有多个,多个所述压紧件沿所述第二线路板(2)的高度方向间隔分布。
3.根据权利要求1所述的线路板焊接装置,其特征在于,所述压紧件为橡皮筋或胶带。
4.根据权利要求1所述的线路板焊接装置,其特征在于,所述正六棱柱(6)通过注塑与所述基板(7)一体成型。
5.根据权利要求1所述的线路板焊接装置,其特征在于,所述正六棱柱(6)通过螺钉固定于所述基板(7)上。
技术总结
本技术提供一种线路板焊接装置,适于对六个尺寸相同的第二线路板进行焊接,第二线路板具有设于其顶部宽度方向两侧的第一焊接部,以及设于其底部、且朝下延伸的第二焊接部,焊接工装包括:正六棱柱,固定于基板上方;基板,成型有分布于正六棱柱周围、且与正六棱柱六个底边对应设置的插槽,六个插槽用于供六个第二线路板的第二焊接部对应插入;至少一个压紧件,环绕六个第二线路板设置,适于将各个第二线路板与对应正六棱柱的侧面压紧贴合相抵,其中,第二线路板与正六棱柱的侧面贴合相抵时,第二焊接部高于正六棱柱的顶面设置。
技术研发人员:雷俊,王哨,郑豪博,杨敏建,吴集起,李旭博,严睿,吴鹏超,陈华龙,黄温露
受保护的技术使用者:浙江德力西电器有限公司
技术研发日:20240531
技术公布日:2025/2/13
- 还没有人留言评论。精彩留言会获得点赞!