电池焊接装置的制作方法
本申请涉及电池,特别是涉及一种电池焊接装置。
背景技术:
1、动力电池在生产过程中需要对壳体和顶盖进行焊接,在电池顶盖焊接工序中,在焊接前需要对电池整体进行定位,在保证压装的同时需要调整电池的平行度。
2、然而,因定位机构的缺陷,产生平行度难以调试的问题,容易造成电池顶盖焊接不良的问题。因此,如何在焊接过程中调整电池的平行度,是本领域的重要研究方向。
技术实现思路
1、本申请实施例提供一种电池焊接装置,能够自动调整电池在焊接过程中的平面度,降低了调整难度。
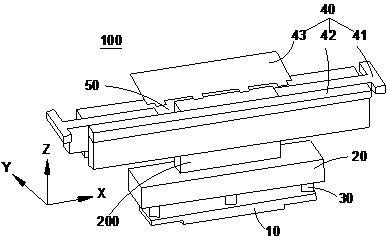
2、根据本申请实施例提出了一种电池焊接装置,包括基座、承载件、弹性件以及限位组件,承载件设置于基座上,承载件背离基座的一侧用于承载电池单体;弹性件夹设于基座和承载件之间;限位组件设置于承载件背离基座的一侧,限位组件设有用于容纳电池单体的通道,限位组件至少用于从电池单体背离承载件的一侧进行限位。
3、利用弹性件的弹性性能,使得基座和承载件之间具有一定的缓冲能力。当需要对电池进行焊接时,在将电池单体放置于承载件后,利用承载件底部的缓冲能力,并结合限位组件的限位作用,实现了承载件表面平面度的自调节,使电池单体的所处位置满足焊接规范的要求,电池单体在承载件上形成动态调平,实现了电池单体所需平面度的自适应调整,具有更好的适应性和调节性,从而减少了工作人员的调试流程,降低了对电池单体的调平难度,便于完成平面度的调节,提高焊接精度和焊接强度。
4、根据本申请实施例的一个方面,电池焊接装置包括多个弹性件,多个弹性件彼此间隔排布。
5、通过在基座和承载件之间设置多个弹性件,利用每个弹性件的弹性性能,能够同时对承载件上的电池单体起到缓冲作用,实现对平面度的同步调节,使得承载件受力更均匀,支撑效果更平稳,便于快速有效的实现对结构平面度的调节。
6、根据本申请实施例的一个方面,多个弹性件呈阵列排布。通过将多个弹性件呈阵列排布,使得多个弹性件在基座和承载件之间均匀分布,对承载件的平面度具有更平稳的调节效果,在实现自调节的基础上,提高了结构整体的稳定性,更有利于对电池单体的焊接。
7、根据本申请实施例的一个方面,弹性件分别与基座和承载件可拆卸连接。通过将基座和承载件之间的弹性件进行可拆卸连接,提高了结构之间拆装的灵活性,便于完成对弹性件的拆装和位置调节,满足了不同的调整需求,具有更好的适应性。
8、根据本申请实施例的一个方面,基座面向承载件的一侧设有第一孔,承载件面向基座的一侧设有第二孔,弹性件的一端设置于第一孔且另一端设置于第二孔。通过将弹性件的两端分别插接于第一孔和第二孔,利用插接的方式实现了对弹性件的可拆卸连接,便于工作人员完成对弹性件的调节,进而便于完成对承载件的平面度调节,同时,第一孔和第二孔起到定位和限位功能,便于装配,降低弹性件脱落风险。
9、根据本申请实施例的一个方面,第一孔和第二孔均为螺纹孔,弹性件的两端分别与基座和承载件螺纹连接。通过将第一孔和第二孔设置为螺纹孔的结构形式,便于实现弹性件两端的螺纹连接,在提高了弹性件拆装便利性的基础上,也提高了弹性件与基座和承载件的连接稳定性,为电池单体的承载提供了可靠保障。
10、根据本申请实施例的一个方面,承载件包括凹陷部,凹陷部设置于承载件朝向基座的一侧,弹性件的至少部分位于凹陷部中,基座的至少部分容纳于凹陷部中。通过在承载件朝向基座的一侧设置凹陷部,并将弹性件连接在凹陷部和基座之间,利用弹性件的伸缩性,使得基座的至少部分能够容纳在凹陷部中,在对电池单体进行焊接的过程中,能够适当降低机构整体的高度,在高度方向上节省一定的空间。
11、根据本申请实施例的一个方面,电池焊接装置包括设置于基座的导向轴,承载件包括导向孔,导向轴沿自身轴向穿过导向孔设置,导向轴和导向孔间隙配合。通过在承载件上设置导向孔,并利用导向轴穿过导向孔,从而导向轴能够为承载件的活动提供导向,在放置电池单体后,使得承载件在支撑电池单体的过程中始终保持在高度方向上的移动,避免出现承载件的位置偏移导致的焊接精度降低的问题,间接提高了焊接精度。
12、根据本申请实施例的一个方面,限位组件包括两个第一限位部、两个第二限位部以及第三限位部,两个第一限位部沿第一方向相对设置,两个第二限位部沿第二方向相对设置,第一方向与第二方向相交,两个第一限位部和两个第二限位部共同限定出通道;第三限位部设置于第二限位部背离承载件的一侧,并用于从电池单体背离承载件的一侧进行限位。通过将限位组件设置为第一限位部、第二限位部和第三限位部,实现了对电池单体在三个方向上的限位,确保了电池单体能够在通道中与各个限位部抵接,从而形成对电池单体的精准定位,防止出现电池单体位置偏移导致的焊接精度下降的问题,提高了电池单体的定位精度。
13、根据本申请实施例的一个方面,第一限位部沿第一方向位置可调,第二限位部沿第二方向位置可调,第三限位部沿高度方向位置可调。通过使三个限位部的相对位置关系可调,便于工作人员对电池单体进行限位,提高了限位的灵活性,具有更好的调节精度,满足更多的限位要求。
14、根据本申请实施例的一个方面,承载件背离基座一侧的表面的平面度不超过0.05mm。通过将承载件表面的平面度控制在0.05mm之内,实现了利用弹性件更好的控制焊接精度,满足了焊接条件。
15、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.一种电池焊接装置,其特征在于,包括:
2.根据权利要求1所述的电池焊接装置,其特征在于,所述电池焊接装置包括多个所述弹性件,多个所述弹性件彼此间隔排布。
3.根据权利要求2所述的电池焊接装置,其特征在于,多个所述弹性件呈阵列排布。
4.根据权利要求1所述的电池焊接装置,其特征在于,所述弹性件分别与所述基座和所述承载件可拆卸连接。
5.根据权利要求4所述的电池焊接装置,其特征在于,所述基座面向所述承载件的一侧设有第一孔,所述承载件面向所述基座的一侧设有第二孔,所述弹性件的一端设置于所述第一孔且另一端设置于所述第二孔。
6.根据权利要求5所述的电池焊接装置,其特征在于,所述第一孔和所述第二孔均为螺纹孔,所述弹性件的两端分别与所述基座和所述承载件螺纹连接。
7.根据权利要求1所述的电池焊接装置,其特征在于,所述承载件包括凹陷部,所述凹陷部设置于所述承载件朝向所述基座的一侧,所述弹性件的至少部分位于所述凹陷部中,所述基座的至少部分容纳于所述凹陷部中。
8.根据权利要求1所述的电池焊接装置,其特征在于,所述电池焊接装置包括设置于所述基座的导向轴,所述承载件包括导向孔,所述导向轴沿自身轴向穿过所述导向孔设置,所述导向轴和所述导向孔间隙配合。
9.根据权利要求1所述的电池焊接装置,其特征在于,所述限位组件包括两个第一限位部、两个第二限位部以及第三限位部,两个第一限位部沿第一方向相对设置,两个第二限位部沿第二方向相对设置,所述第一方向与所述第二方向相交,两个所述第一限位部和两个所述第二限位部共同限定出所述通道;
10.根据权利要求9所述的电池焊接装置,其特征在于,所述第一限位部沿所述第一方向位置可调,所述第二限位部沿所述第二方向位置可调,所述第三限位部沿高度方向位置可调。
11.根据权利要求1所述的电池焊接装置,其特征在于,所述承载件背离所述基座一侧的表面的平面度不超过0.05mm。
技术总结
本申请涉及一种电池焊接装置,电池焊接装置包括基座、承载件、弹性件以及限位组件,承载件设置于基座上,承载件背离基座的一侧用于承载电池单体;弹性件夹设于基座和承载件之间;限位组件设置于承载件背离基座的一侧,限位组件设有用于容纳电池单体的通道,限位组件至少用于从电池单体背离承载件的一侧进行限位。本申请实施例提供的一种电池焊接装置,能够自动调整电池在焊接过程中的平面度,降低了调整难度。
技术研发人员:张国山,徐敏江,柯鹏飞
受保护的技术使用者:宁德时代新能源科技股份有限公司
技术研发日:20240531
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!