一种连续冲模中冲切平面度高的冲模结构的制作方法
本技术涉及冲压模具,特别涉及一种连续冲模中冲切平面度高的冲模结构。
背景技术:
1、冲切机构是冲压模具上的主要功能性机构,主要用于在物料上成型各种孔槽和弯折。在生产中,当物料和冲切产品均为平面结构时,板料容易因剪切应力的累积导致变形,进而导致冲切的产品平面度不良或整平后尺寸公差较大,特别是在连续模生产中这种问题更加突出。
技术实现思路
1、针对上述现有技术中存在的问题,本实用新型提供一种连续冲模中冲切平面度高的冲模结构,可在合模过程中通过压料板在冲切处及其旁侧的板料上施加均匀一致的压紧力,避免或减缓板料在冲切后因应力分布不均导致的变形或断裂,提高板料和冲切的平面度,确保连续冲模生产中保持稳定一致的冲切品质。
2、为解决上述技术问题,本实用新型采取的一种技术方案如下:
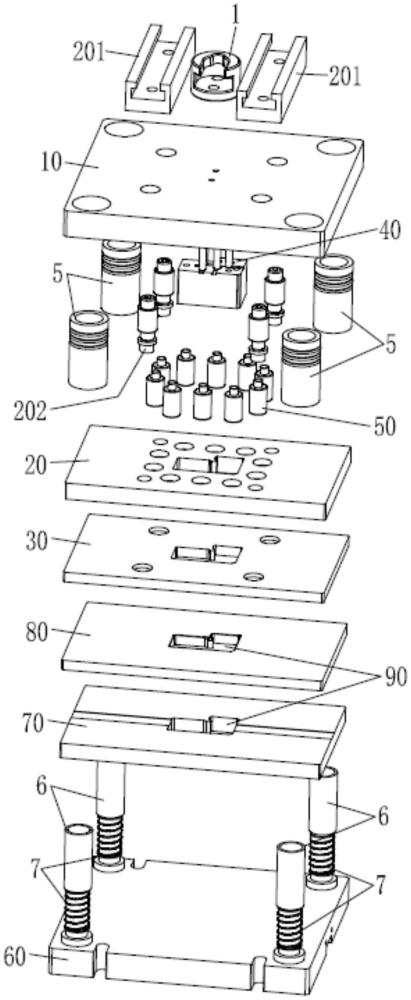
3、一种连续冲模中冲切平面度高的冲模结构,所述连续冲模包括匹配的上模和下模,所述上模和下模间设导向件;
4、所述上模上从上至下包括平行设置的模头板、上垫板和压料板,所述模头板上设驱动件和一个以上连接件,所述驱动件与冲头传动连接并能驱动其依次穿过所述上垫板和压料板并朝向所述下模移动,每个所述连接件均延伸到所述模头板的下方并与所述上垫板与压料板传动连接,所述上垫板与压料板可拆卸固连并能在外力的作用下同步靠近所述模头板,所述上垫板与所述模头板之间设有若干缓冲件,若干所述缓冲件均匀设在所述冲头的外围;
5、所述下模从下至上包括底板、下垫板和下模板,所述下模板设在所述压料板的下方,其与所述下垫板上设若干与所述冲头一一适配的入子。
6、作为对上述技术方案的进一步阐述:
7、在上述技术方案中,每个所述缓冲件均为氮气弹簧。
8、在上述技术方案中,所述驱动件包括能相对所述模头板沿合模方向滑动的滑杆,所述滑杆的下端部与所述冲头可拆卸固连或一体成型。
9、在上述技术方案中,每个所述连接件均包括安装板和一个以上连杆,每个所述安装板均可拆卸固设在所述模头板上,每个所述连杆的上端部均与所述安装板滑动连接且下端部均与一所述上垫板可拆卸固连,所述安装板上设若干与所述连杆一一适配的限位孔槽,每个所述限位孔槽均能限定所述上垫板与模头板的最远距离。
10、在上述技术方案中,每个所述冲头的下端部均为平面,每个所述入子均为与所述冲头适配并沿合模方向延伸的通槽,底座上设有与每个所述通槽均相连通的滑槽。
11、在上述技术方案中,每个所述导向件均包括导套、导柱和减震弹簧,每个所述导套均可拆卸固设在所述模头板上并设在所述上垫板和压料板的外侧,每个所述导柱上均套设有一所述减震弹簧并可拆卸固设在所述底板上。
12、与现有技术相比,本实用新型的有益效果在于:通过在模头板与上垫板之间设若干缓冲件,可在合模过程中通过缓冲件的反作用力推动上垫板将压料板压靠在上面板上;通过将缓冲件均匀设在冲头的外围,可通过压料板在冲切处及其旁侧的板料上施加均匀一致的压紧力,避免或减缓板料在冲切后因应力分布不均导致的变形或断裂,提高板料和冲切下来的产品(或废料)的平面度,确保连续冲模生产中保持稳定一致的冲切品质。
技术特征:
1.一种连续冲模中冲切平面度高的冲模结构,所述连续冲模包括匹配的上模和下模,所述上模和下模间设导向件;其特征在于:
2.根据权利要求1所述的一种连续冲模中冲切平面度高的冲模结构,其特征在于,每个所述缓冲件均为氮气弹簧。
3.根据权利要求1所述的一种连续冲模中冲切平面度高的冲模结构,其特征在于,所述驱动件包括能相对所述模头板沿合模方向滑动的滑杆,所述滑杆的下端部与所述冲头可拆卸固连或一体成型。
4.根据权利要求1所述的一种连续冲模中冲切平面度高的冲模结构,其特征在于,每个所述连接件均包括安装板和一个以上连杆,每个所述安装板均可拆卸固设在所述模头板上,每个所述连杆的上端部均与所述安装板滑动连接且下端部均与一所述上垫板可拆卸固连,所述安装板上设若干与所述连杆一一适配的限位孔槽,每个所述限位孔槽均能限定所述上垫板与模头板的最远距离。
5.根据权利要求1所述的一种连续冲模中冲切平面度高的冲模结构,其特征在于,每个所述冲头的下端部均为平面,每个所述入子均为与所述冲头适配并沿合模方向延伸的通槽,底座上设有与每个所述通槽均相连通的滑槽。
6.根据权利要求1-5任一项所述的一种连续冲模中冲切平面度高的冲模结构,其特征在于,每个所述导向件均包括导套、导柱和减震弹簧,每个所述导套均可拆卸固设在所述模头板上并设在所述上垫板和压料板的外侧,每个所述导柱上均套设有一所述减震弹簧并可拆卸固设在所述底板上。
技术总结
本技术公开了一种连续冲模中冲切平面度高的冲模结构,上模上设模头板、上垫板和压料板,模头板上设驱动件和连接件,驱动件与冲头传动连接,连接件与上垫板传动连接,上垫板与模头板之间设缓冲件,缓冲件均匀设在冲头的外围。本技术通过在模头板与上垫板之间设若干缓冲件,可在合模过程中通过缓冲件的反作用力推动上垫板将压料板压靠在上面板上;通过将缓冲件均匀设在冲头的外围,可通过压料板在冲切处及其旁侧的板料上施加均匀一致的压紧力,避免或减缓板料在冲切后因应力分布不均导致的变形或断裂,提高板料和冲切下来的产品(或废料)的平面度,确保连续冲模生产中保持稳定一致的冲切品质。
技术研发人员:佘国华,王劲军,刘中生
受保护的技术使用者:东莞市京品精密模具有限公司
技术研发日:20240611
技术公布日:2025/3/20
- 还没有人留言评论。精彩留言会获得点赞!