用于焊接件的火焰预热装置的制作方法
本技术属于焊接件预热,具体涉及一种用于焊接件的火焰预热装置。
背景技术:
1、焊接机器人因其焊接质量稳定可靠和效率较高,在重型机械行业已得到了广泛应用,对于大型焊接件,尤其厚度较大件,一般需要进行焊前预热,以35钢为例,厚度20mm左右时,焊前预热温度需150℃以上,厚度60mm左右时,焊前预热温度就需250℃以上。
2、传统手工移动式火焰预热方式已不能满足焊接机器人焊接生产的实际效率需要,尤其对于优质碳素结构钢、热轧钢、中低合金高强钢的中厚板长焊缝焊接预热,现有技术中,在车间一般都采用火焰加热(空气燃料或乙炔燃料)、电阻加热、电子感应加热等方法进行预热,但不管采用什么方法,预热必须均匀,除非有特殊要求,否则预热要穿透整个焊件厚度,综上所述,亟需一种预热均匀、使用便捷、加热效率高的火焰预热装置。
技术实现思路
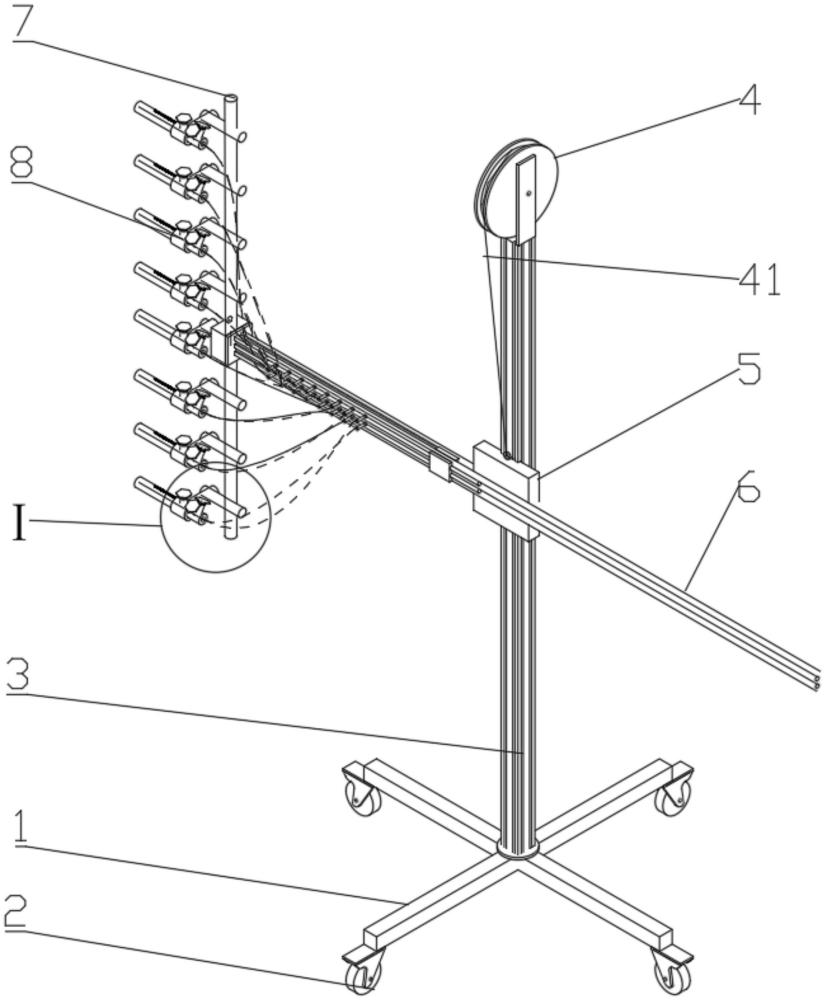
1、为解决上述现有技术中存在的部分或全部技术问题,本实用新型提供了一种用于焊接件的火焰预热装置,包括底座、设置于所述底座下方的滚轮、垂直设置于所述底座顶部的第一轨道座、固定于所述第一轨道座顶部的滑轮、滑动连接于所述第一轨道座上的滑块、滑动连接于所述滑块的第二轨道座、垂直于所述第二轨道座一端的固定管、均匀分布于所述固定管上的多个喷火组件,其中:
2、所述喷火组件包括连接于所述固定管的连接管、设置于所述连接管一端的调节环、套设于所述调节环内的火焰枪头,所述调节环上设置有旋钮,所述火焰枪头外周设置有燃料阀、助燃剂阀、齿条,所述火焰枪头一端连通有燃料管、助燃剂管,所述燃料管连通于所述燃料阀,所述助燃剂管连通于所述助燃剂阀,所述滑块一端滑动连接于所述第一轨道座,另一端滑动连接于所述第二轨道座,所述滑轮通过牵引绳连接所述滑块顶部。
3、作为一种具体实施方式,在上述用于焊接件的火焰预热装置中,所述底座为十字形框架,十字形框架各个端部底部通过支架铰接有所述滚轮。
4、进一步地,在上述用于焊接件的火焰预热装置中,所述第一轨道座垂直于所述第二轨道座。
5、作为一种具体实施方式,在上述用于焊接件的火焰预热装置中,所述燃料阀为丙烷阀,所述燃料管为丙烷管。
6、作为一种具体实施方式,在上述用于焊接件的火焰预热装置中,所述助燃剂阀为氧气阀,所述助燃剂管为氧气管。
7、作为一种具体实施方式,在上述用于焊接件的火焰预热装置中,所述焊接件为中厚板。
8、作为一种具体实施方式,在上述用于焊接件的火焰预热装置中,所述喷火组件的数量为4~12个。
9、本实用新型的用于焊接件的火焰预热装置具有如下优点和有益效果:
10、本装置结构简单、拆装方便,通过在底座下方设置有滚轮,可以更加方便的进行位移,具有很好的灵活性,且可以通过调整滑块与第一轨道座、第二轨道座之间的相对位置来适应不同形状尺寸、不同位置的焊接件,适应性较强,还可以通过调整燃料阀与助燃剂阀控制火焰枪头喷发火焰的强度,以此控制预热火候,达到不同的预热效果,整体预热效率较高,且预热均匀。
技术特征:
1.一种用于焊接件的火焰预热装置,其特征在于,所述用于焊接件的火焰预热装置包括底座、设置于所述底座下方的滚轮、垂直设置于所述底座顶部的第一轨道座、固定于所述第一轨道座顶部的滑轮、滑动连接于所述第一轨道座上的滑块、滑动连接于所述滑块的第二轨道座、垂直于所述第二轨道座一端的固定管、均匀分布于所述固定管上的多个喷火组件,其中:
2.根据权利要求1所述的用于焊接件的火焰预热装置,其特征在于,所述底座为十字形框架,十字形框架各个端部底部通过支架铰接有所述滚轮。
3.根据权利要求1所述的用于焊接件的火焰预热装置,其特征在于,所述第一轨道座垂直于所述第二轨道座。
4.根据权利要求1所述的用于焊接件的火焰预热装置,其特征在于,所述燃料阀为丙烷阀,所述燃料管为丙烷管。
5.根据权利要求1所述的用于焊接件的火焰预热装置,其特征在于,所述助燃剂阀为氧气阀,所述助燃剂管为氧气管。
6.根据权利要求1所述的用于焊接件的火焰预热装置,其特征在于,所述焊接件为中厚板。
7.根据权利要求1所述的用于焊接件的火焰预热装置,其特征在于,所述喷火组件的数量为4~12个。
技术总结
本技术公开了一种用于焊接件的火焰预热装置,包括底座、设置于底座下方的滚轮、垂直设置于底座顶部的第一轨道座、固定于第一轨道座顶部的滑轮、滑动连接于第一轨道座上的滑块、滑动连接于滑块的第二轨道座、垂直于第二轨道座一端的固定管、均匀分布于固定管上的多个喷火组件,滑块一端滑动连接于第一轨道座,另一端滑动连接于第二轨道座,滑轮通过牵引绳连接滑块顶部;本装置具有很好的灵活性,可以通过调整滑块与第一轨道座、第二轨道座之间的相对位置来适应不同形状尺寸、不同位置的焊接件,适应性较强,可以通过调整燃料阀与助燃剂阀控制火焰枪头喷发火焰的强度,以此控制预热火候,达到不同的预热效果,整体预热效率高、预热均匀。
技术研发人员:张华俊,贾登云,陈国军,钱景涛,贾张琨,乔泉智,邓小军,张智泉
受保护的技术使用者:太原重工股份有限公司
技术研发日:20240617
技术公布日:2025/4/6
- 还没有人留言评论。精彩留言会获得点赞!