一种新型气保焊保护嘴的制作方法
本技术涉及气体保护焊接设备领域,具体是一种气保焊保护嘴。
背景技术:
1、气体保护焊因其焊接效率、焊接质量和可靠性,广泛应用于现代工业。大气中氧气和氮气会与熔化的金属反应,导致焊缝氧化和氮化,影响焊缝的质量和机械性能。通过使用保护气体,可以确保焊缝的纯净度和强度。气体保护焊保护嘴是气保焊设备中的一个关键组件,它的主要功能是引导保护气合理分布,从而有效地隔绝空气,降低焊渣飞溅。
2、保护嘴的内部通道设计对于保护气体的流动方式至关重要,决定了保护气体覆盖焊接区域的方式。合理的通道设计可以确保气体以适当的速度和压力流向焊点,形成均匀稳定的保护环境。传统的气保焊保护嘴底部容易粘渣,且喷出的保护气呈现柱状,直接喷到焊口周围,因焊口温度高,保护气受高温影响快速散发,想要把焊点与周围的空气隔绝开需要大量的保护气,而大量气体的喷射会加剧焊渣飞溅。
技术实现思路
1、本实用新型提出了一种新型气保焊保护嘴,其目的是:用少量保护气将焊点与空气隔开,减少保护嘴底部粘渣。
2、本实用新型技术方案如下:
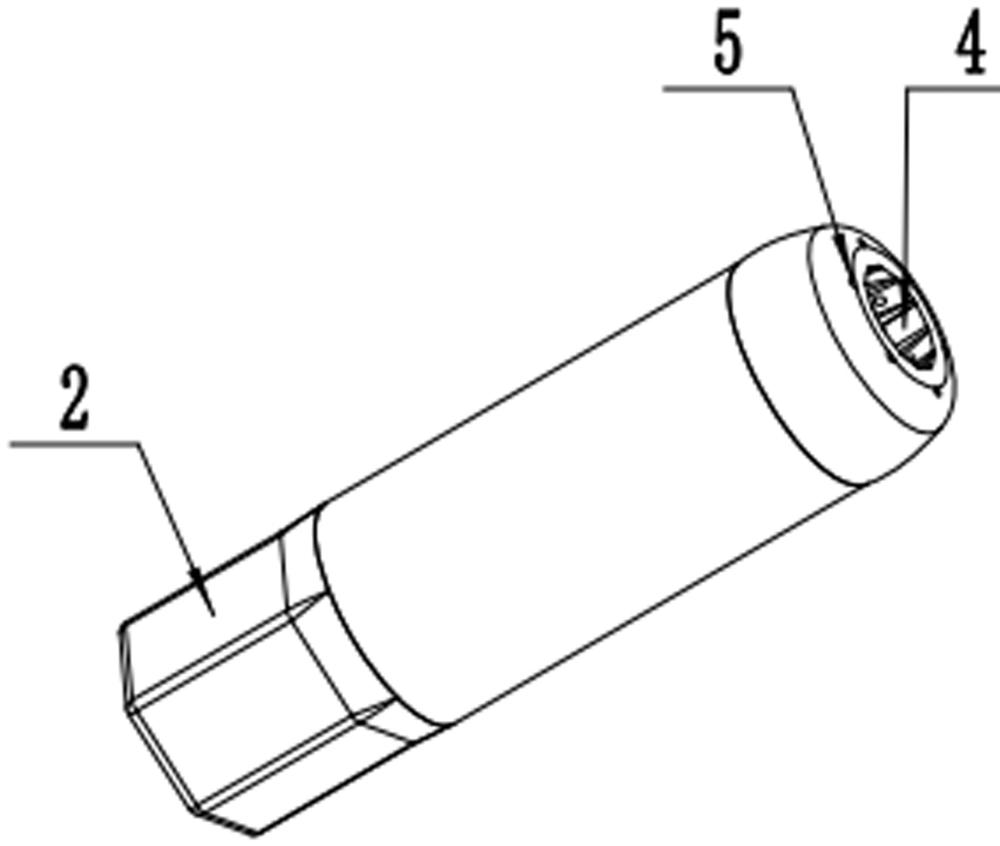
3、一种新型气保焊保护嘴,包括保护嘴主体,其内设有容纳导电嘴的通孔,所述通孔的左端设有内螺纹,所述通孔的中部内壁上设有多个螺旋导气沟槽;所述通孔的右端设有集气沟槽,所述集气沟槽内设有凸起结构。
4、作为进一步地改进,所述通孔的右端内壁还开设有圆周分布的屏蔽气排气孔,屏蔽气排气孔的外端位于保护嘴主体的右端面上。
5、作为进一步地改进,保护嘴主体的左端设有六方夹持部。
6、相对于现有技术,本实用新型具有以下积极效果:
7、(1)通过在保护嘴主体的通孔右端内壁设置螺旋导气沟槽实现喷射出的气流呈螺旋状,然后经过保护嘴底部的集气沟槽加压增速后向下喷出, 实现用少量保护气就可以将焊点与空气隔开,大大节省保护气且减少焊渣飞溅;
8、(2)保护嘴底部还设有屏蔽气排气孔,可以形成一个屏蔽气障,减少保护嘴底部粘渣。
技术特征:
1.一种新型气保焊保护嘴,包括保护嘴主体,其内设有容纳导电嘴的通孔,所述通孔的左端设有内螺纹(1),其特征在于,所述通孔的中部内壁上设有多个螺旋导气沟槽(3);所述通孔的右端设有集气沟槽(4),所述集气沟槽(4)内设有凸起结构(4-1)。
2.如权利要求1所述的新型气保焊保护嘴,其特征在于,所述通孔的右端内壁还开设有圆周分布的屏蔽气排气孔(5),屏蔽气排气孔(5)的外端位于保护嘴主体的右端面上。
3.如权利要求1所述的新型气保焊保护嘴,其特征在于,保护嘴主体的左端设有六方夹持部(2)。
技术总结
本技术公开了一种新型气保焊保护嘴,其内设有容纳导电嘴的通孔,所述通孔的左端设有内螺纹,所述通孔的中部内壁上设有多个螺旋导气沟槽;所述通孔的右端设有集气沟槽,所述集气沟槽内设有凸起结构。本技术通过在保护嘴主体的通孔设置螺旋导气沟槽实现喷射出的气流呈螺旋状,然后经过保护嘴底部的集气沟槽加压增速后向下喷出,实现用少量保护气就可以将焊点与空气隔开,大大节省保护气且减少焊渣飞溅。保护嘴底部还设有屏蔽气排气孔,减少保护嘴底部粘渣。
技术研发人员:于鹏永,孙旭民,战澍楷,黄吉辉
受保护的技术使用者:山东黄金矿业(莱州)有限公司三山岛金矿
技术研发日:20240624
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!