衬套骨架加工工艺的制作方法
本发明涉及冷冲压,例如涉及一种衬套骨架加工工艺。
背景技术:
1、衬套骨架是一种重要的机械传动零件,它广泛应用于汽车的机械传动中。如图1所示,新能源汽车上的衬套骨架1在结构设计上比较复杂,其主体呈筒状,且主体的两端部的边沿上成型有凹槽11,主体的侧壁上开设有两个窗口12,两个窗口12之间形成隔断筋13,隔断筋13具有向内弯曲的造型。
2、这种衬套骨架的制造工艺是将两个环形件通过两个筋板连接制成,缺点是需要对环形件、筋板进行预成型再进行焊接,后期还需要对焊接处进行表面处理,工艺繁琐,生产效率低,人工成本高,成品质量重,因而相关技术中的制造工艺无法满足目前产品成型要求,需要进一步优化。
技术实现思路
1、本发明提供了一种衬套骨架加工工艺,能够改变相关技术中的制造方式,保证衬套骨架的成型质量,提高生产效率。
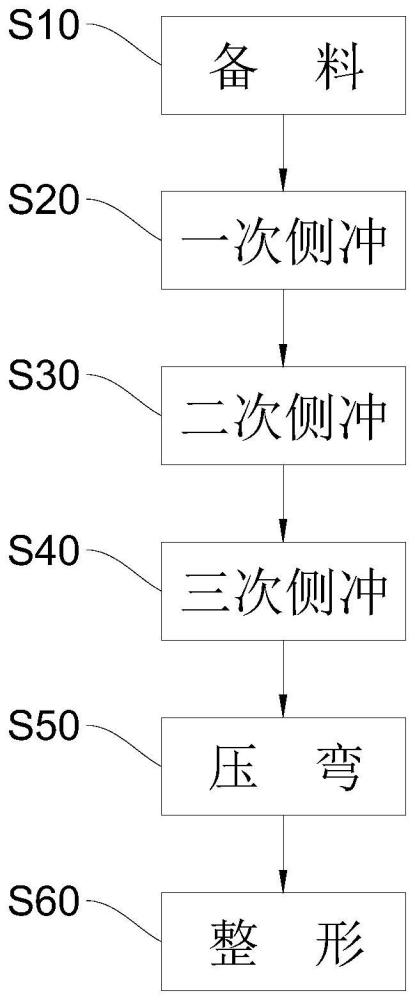
2、本发明一实施例提供了一种衬套骨架加工工艺,包括以下步骤:选取一根精拉管料段;在精拉管料段的两端的边沿上分别冲出凹槽;在精拉管料段的圆周曲面上冲出环向间隔分布的四个开口;将四个开口分为对称的两组,将同组的两个开口之间的管壁冲断,使同组的两个开口连通形成窗口,将不同组的两个开口之间的管壁保留,形成隔断筋;对两个隔断筋施压,得到骨架半成品;及对骨架半成品精细修整成型。
技术特征:
1.衬套骨架加工工艺,包括:
2.根据权利要求1所述的衬套骨架加工工艺,其中,所述在所述精拉管料段(2)的圆周曲面上冲出环向间隔分布的四个开口(21)中,所述四个开口(21)分两步冲切成型,先冲出呈中心对称的两个所述开口(21),然后冲出剩余两个所述开口(21)。
3.根据权利要求1所述的衬套骨架加工工艺,其中,所述将四个所述开口(21)分为对称的两组,将同组的两个所述开口(21)之间的管壁冲断,同组的所述两个开口(21)的边沿上形成有相对应的外扩止口(22),沿着所述外扩止口(22)冲断同组的两个所述开口(21)之间的管壁。
4.根据权利要求1所述的衬套骨架加工工艺,其中,所述精拉管料段(2)的两端的边沿上分别设置有两个所述凹槽(11),所述凹槽(11)的位置与所述隔断筋(13)的位置处于同一轴向直线上。
5.根据权利要求1所述的衬套骨架加工工艺,其中,所述对两个所述隔断筋(13)施压中,所述隔断筋(13)相对于所述精拉管料段(2)的圆周曲面凹陷,使得所述骨架半成品(3)的轴向尺寸小于所述精拉管料段(2)的轴向尺寸。
6.根据权利要求1所述的衬套骨架加工工艺,其中,所述对所述骨架半成品(3)精细修整成型中,对所述骨架半成品(3)的两端整圆,并对所述隔断筋(13)的中部整平。
技术总结
一种衬套骨架加工工艺,包括选取一根精拉管料段;在所述精拉管料段的端部边沿上冲出凹槽;在所述精拉管料段的圆周曲面上冲出环向间隔分布的四个开口;将四个所述开口分为对称的两组,将同组的两个所述开口之间的管壁冲断,使同组的两个所述开口连通形成窗口,将不同组的两个所述开口之间的管壁保留,形成隔断筋;对两个所述隔断筋施压,得到骨架半成品;及对所述骨架半成品精细修整成型。
技术研发人员:魏忠,徐政和
受保护的技术使用者:江苏中捷精工科技股份有限公司
技术研发日:
技术公布日:2024/6/11
- 还没有人留言评论。精彩留言会获得点赞!