一种非迭代的四辊轧机板形预报方法
本发明涉及冶金轧制的,具体而言,尤其涉及一种非迭代的四辊轧机板形预报方法。
背景技术:
1、随着全球新能源原材料市场竞争的不断加剧,如何提高铜带的质量成为生产商的重要挑战。四辊轧机[1]在铜带轧制中运用广泛。在铜带的生产过程中,多次遇到板形(平直度)不良问题。为减少板形不良的发生,需要对板形进行有效控制。板形控制技术[2]的核心是板形预报模型,即如何根据轧机设备参数[3]、工艺参数与板形调节参数精确预报板形。以板形预报模型为基础,可以实现板形设定与反馈控制,进行轧制规程[4]和辊型优化[5]。板形预报模型[6]包含带材塑性变形和辊系弹性变形两个相互耦合的子模型。国内、外对板形预报模型的研究主要集中于如何对两个子模型进行建模,以及如何处理两者的耦合关系。
2、参考文献:
3、[1]孙宗浩.四辊铜带可逆冷轧机辊系稳定性分析[j].有色金属加工,2015,44(02):51-54+42.
4、[2]徐悦,柴天佑,毛志忠.四辊可逆冷轧机板形控制系统的研究[j].冶金自动化,1995,(01):8-12.
5、[3]李宏.四辊轧机最佳辊系偏移距模型研究[j].冶金设备,2019,(01):26-30.
6、[4]白振华,李柏阳,赵伟泉,等.四辊可逆窄带轧机轧制规程设定方法[j].钢铁研究学报,2018,30(06):453-460.
7、[5]王东城,马庆龙,刘宏民.冷轧带钢平整机支撑辊辊型优化技术的研究[j].钢铁,2009,44(08):56-59.
8、[6]王东城,张威,王志杰,等.六辊冷轧机板形快速预报方法[j].钢铁,2016,51(09):51-56.
技术实现思路
1、根据上述提出四辊轧机在生产过程中出现板形(平直度)不良的技术问题,而提供一种非迭代的四辊轧机板形预报方法。本发明一种非迭代的四辊轧机板形预报方法,本发明将带材塑性变形模型与辊系弹性变形模型集成为一个统一的线性方程组,直接求解,无需任何迭代。
2、本发明采用的技术手段如下:
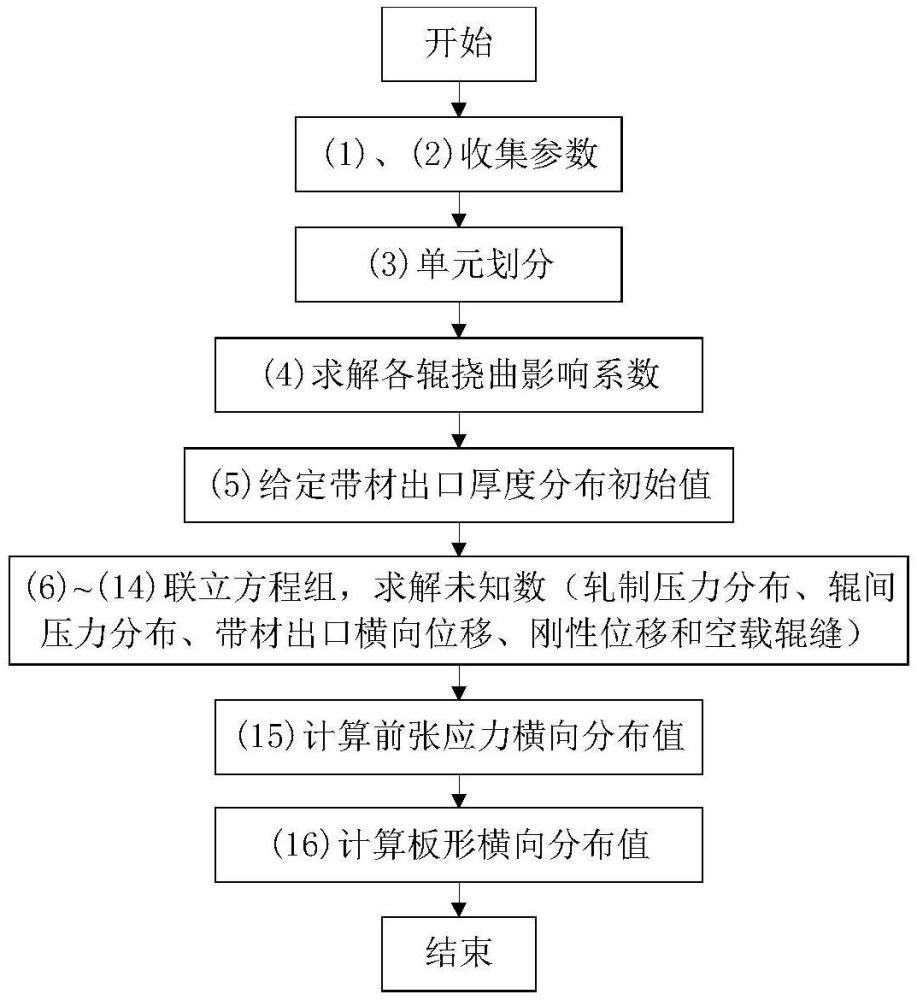
3、一种非迭代的四辊轧机板形预报方法,包括以下步骤:
4、步骤1:获取四辊轧机的基本设备参数以及典型规格产品的轧制工艺参数;
5、步骤2:将轧辊与带材的整体进行单元划分,将轧辊与带材的整体共分为t个单元;每个单元的宽度中心点的坐标为yi,i=1,2,…,t,每个单元的宽度为δyi,i=1,2,…,t;
6、步骤3:求解各辊挠曲影响系数;所述辊挠曲影响系数包括:工作辊挠曲影响系数αwij,支撑辊挠曲影响系数αbij以及工作辊弯辊力对工作辊挠曲的影响系数αfwi;
7、步骤4:预设带材出口厚度分布初始值h1i;
8、步骤5:通过三维塑性变形模型中的条元变分法计算带材塑性变形,对节线出口横向位移方程组进行变形;
9、步骤6:求解简化后的辊间压扁影响系数;
10、步骤7:通过对四辊轧机辊系几何变形进行分析,列出工作辊与支撑辊辊间变形协调方程;
11、步骤8:根据力与力矩平衡,分别列出工作辊力与力矩平衡方程;
12、步骤9:从辊系弹性变形的角度出发,获取带材出口厚度分布的表达式1;
13、步骤10:从带材塑性变形的角度出发,获取带材出口厚度分布的表达式2;
14、步骤11:将所述步骤9的带材出口厚度分布的表达式1与步骤10的带材出口厚度分布的表达式2进行联立;
15、步骤12:根据带材出口平均厚度等于对所述带材出口厚度分布的表达式1进行离散积分;
16、步骤13:对所述带材出口厚度分布的表达式1离散积分后,将步骤12中的等号右侧方程代入;
17、步骤14:将所述步骤5、7、8、11、13中的方程联立后,未知数个数与方程数目一致,求出轧制压力分布、辊间压力分布、带材出口横向位移、刚性位移和空载辊缝;
18、步骤15:输出带材前张应力横向分布值σ1i;
19、步骤16:根据带材前张应力横向分布值σ1i,计算出当前时刻带材的板形分布fi;
20、
21、较现有技术相比,本发明具有以下优点:
22、本发明以四辊轧机的轧辊之间压力分布、轧制力分布、带材出口横向位移分布、刚性位移和空载辊缝为基本未知数,将带材塑性变形模型与辊系弹性变形模型集成为一个统一的线性方程组,直接求解,无需任何迭代。通过两个计算实例表明,非迭代的四辊轧机板形预报方法的计算结果与模型耦合法吻合良好,而计算速度却提升了10倍左右。
技术特征:
1.一种非迭代的四辊轧机板形预报方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤1中,所述四辊轧机基本设备参数包括:工作辊辊身半径rw,支撑辊辊身半径rb,工作辊弹性模量ew,支撑辊弹性模量eb,工作辊泊松比υw,支撑辊泊松比υb,两侧压下支点距离ls,工作辊身长度lw,支撑辊辊身长度lb,工作辊和支撑辊轧辊凸度δdwbi,工作辊弯辊液压缸距离lfw以及工作辊弯辊力fw。
3.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤1中,所述典型规格产品的轧制工艺参数包括:带材来料平均厚度宽度b,带材弹性模量es,带材泊松比υs,带材变形抗力σs,带材剪切变形抗力ks,带材平均后张应力以及带材平均前张应力
4.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤2中,坐标原点设置在带材中点;将轧辊与带材整体进行单元划分,共分为t个单元;每个单元宽度中心点的坐标为yi,i=1,2,…,t,每个单元宽度为δyi,i=1,2,…,t;
5.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤5中,变形后的表达式为:
6.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤6中,计算简化后的工作辊与支撑辊之间弹性压扁影响系数ξwbi;辊间压扁量与辊间压力分布的方程为:
7.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤9中,获取带材出口厚度分布的表达式1为:
8.根据权利要求1所述的一种非迭代的四辊轧机板形预报方法,其特征在于,所述步骤10中,获取带材出口厚度分布的表达式2为:
技术总结
本发明提供一种非迭代的四辊轧机板形预报方法,属于冶金轧制技术领域。本发明包括以下步骤:收集四辊轧机设备参数和轧制的典型带材特征参数以及对应的轧制工艺参数;单元划分和影响系数求解;预报轧制时带材前张应力横向分布值;预报轧制时带材出口板形横向分布。本发明将带材塑性变形模型与辊系弹性变形模型集成为一个统一的线性方程组,直接求解,无需任何迭代。通过两个计算实例表明,非迭代的四辊轧机板形预报方法的计算结果与模型耦合法吻合良好,而计算速度却提升了10倍左右。
技术研发人员:王东城,任寅杰,吕猷闯,徐凯,刘宏民
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2025/4/17
- 还没有人留言评论。精彩留言会获得点赞!