一种切割刀、加工设备以及机床的制作方法
本发明涉及切割刀,特别是涉及一种切割刀、加工设备以及机床。
背景技术:
1、目前,对于蜂窝材料的加工,现有技术中通常为双向刃切割刀进行加工,双向刃切割刀在加工时需要施加侧倾角,双向刃切割刀会与待加工面存在一定的间隙,加工后的被加工面存在残留,无法一次加工到位,还会存在加工质量问题。
技术实现思路
1、本发明的目的是:提供一种切割刀、加工设备以及机床,能够减少被加工面的残留,提高加工质量。
2、为了实现上述目的,本发明提供了一种切割刀,包括:
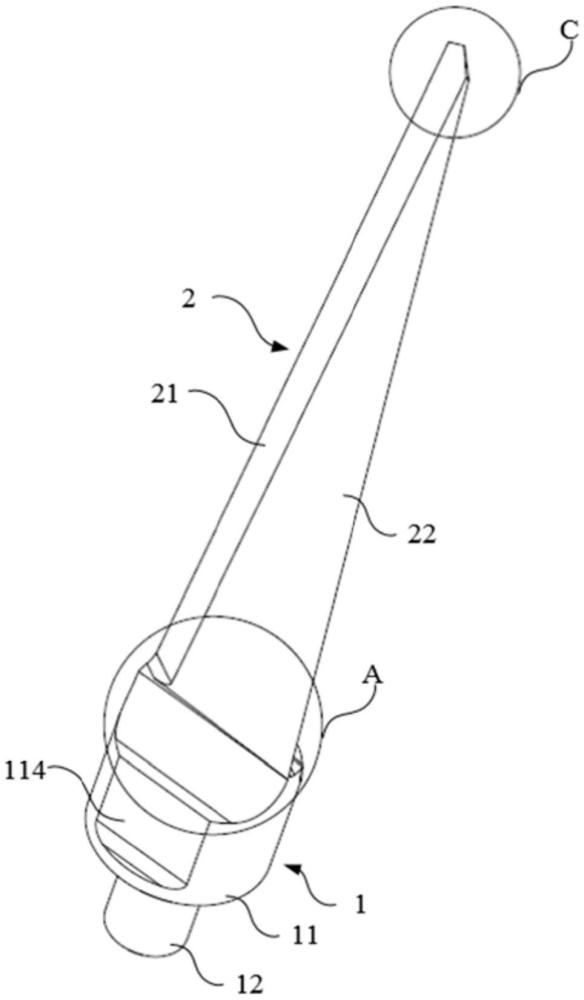
3、从后向前沿轴向依次连接的刀柄和刃体,所述刃体具有两切割刃、两相对设置的前刀面和两相对设置的后刀面,相邻的所述前刀面和所述后刀面形成所述切割刃,所述刃体在垂直于轴线的横截面内,两所述前刀面和两所述后刀面形成中心对称的四边形,且形成所述切割刃的所述前刀面和所述后刀面的夹角为锐角;
4、在所述四边形内且在轴线的同一侧,所述后刀面相对所述后刀面的加工参照面具有夹角α,满足:0.5°≤α≤20°,所述刃体具有两所述加工参照面,两所述加工参照面对称位于所述刃体的轴线两侧且均与所述轴线平行。
5、本发明的一些实施例中:
6、所述刀柄的外周面具有对称设置于轴线两侧的退刀凹位,所述退刀凹位朝向所述刃体的一侧具有退刀起始线,所述退刀起始线与所述加工参照面平行,且所述退刀起始线位于所述刀柄朝向所述刃体的端面上。
7、本发明的一些实施例中:
8、所述退刀凹位呈圆弧状,形成所述切割刃的所述前刀面和所述后刀面的夹角为γ,满足:15°≤γ≤45°。
9、本发明的一些实施例中:
10、所述刀柄包括夹持段和紧固段,所述夹持段呈圆柱状,所述夹持段的外周面设置有扁位,所述夹持段的一端连接所述刃体,所述夹持段的另一端连接所述紧固段,所述夹持段和所述紧固段的连接处圆弧过渡。
11、本发明的一些实施例中:
12、所述夹持段上连接所述紧固段的端面为定位面,所述定位面用于定位所述切割刀在加工设备中位于预设的装夹位。
13、本发明的一些实施例中:
14、所述刃体沿其中心轴的长度范围为10mm~135mm,所述刃体的厚度范围为0.5mm~5mm,所述刃体的材料包括碳素工具钢、合金工具钢、高速钢或硬质合金。
15、本发明的一些实施例中:
16、所述刃体背离刀柄的一端具有刀尖部;
17、在垂直所述加工参照面的第一投影平面内,所述刀尖部的刀尖角度为β,满足:45°≤β≤90°;在平行于所述加工参照面的第二投影面内,所述刀尖部最外侧两轮廓线的夹角为刀尖副角,所述刀尖副角为80~100°,所述刃体最外侧两轮廓线的夹角为5°~20°。
18、本发明的一些实施例中:
19、所述刀尖部沿所述刃体的中心轴的长度为l mm,所述刃体的厚度为t mm,满足:80%*t≤l≤90%*t。
20、本发明还提供一种加工设备,包括如上所述的切割刀。
21、本发明还提供一种机床,包括如上所述的加工设备。
22、本发明提供一种切割刀、加工设备以及机床,与现有技术相比,其有益效果在于:
23、本发明的切割刀,包括刀柄和刃体,刃体在垂直于轴线的横截面内,两前刀面和两后刀面形成中心对称的四边形,相邻的前刀面和后刀面形成切割刃,在四边形内且在轴线的同一侧,后刀面相对后刀面的加工参照面具有夹角α,满足:0.5°≤α≤20°,刃体具有两加工参照面,两加工参照面对称位于刃体的轴线两侧且均与轴线平行。通过这样的结构,在预设的加工路径中,形成只能单向切割的单向刃切割刀,在反向切割时,则通过换刀实现反向的切割,同时,在切割蜂窝材料的过程中,单向刃切割刀在加工过程中无需加工侧倾角,让单向切割刃与加工弧面紧密贴合,从而减少被加工面的残留,加工过程中,后刀面因为夹角α也不会在工件上产生压痕,提高加工质量,实现高精密加工。
24、本发明的加工设备,包括上述的切割刀,能够在加工过程中无需加工侧倾角,让切割刀与加工弧面紧密贴合,从而减少被加工面的残留,提高加工质量,实现高精密加工。
25、本发明的机床,包括上述的加工设备,能够在加工过程中无需加工侧倾角,让切割刀与加工弧面紧密贴合,从而减少被加工面的残留,提高加工质量,实现高精密加工。
技术特征:
1.一种切割刀,其特征在于,包括:
2.根据权利要求1所述的切割刀,其特征在于:
3.根据权利要求2所述的切割刀,其特征在于:
4.根据权利要求1所述的切割刀,其特征在于:
5.根据权利要求4所述的切割刀,其特征在于:
6.根据权利要求1所述的切割刀,其特征在于:
7.根据权利要求1所述的切割刀,其特征在于:
8.根据权利要求7所述的切割刀,其特征在于:
9.一种加工设备,其特征在于,包括如权利要求1-8任一项所述的切割刀。
10.一种机床,其特征在于,包括如权利要求9所述的加工设备。
技术总结
本发明涉及切割刀技术领域,公开了一种切割刀、加工设备以及机床,其切割刀包括:刃体在垂直于轴线的横截面内,两前刀面和两后刀面形成中心对称的四边形,相邻的前刀面和后刀面形成切割刃,在四边形内且在轴线的同一侧,后刀面相对后刀面的加工参照面具有夹角α,满足:0.5°≤α≤20°,刃体具有两加工参照面,两加工参照面对称位于刃体的轴线两侧且均与轴线平行。本发明通过这样的结构,切割刀在加工过程中无需加工侧倾角,让单向切割刃与加工弧面紧密贴合,从而减少被加工面的残留,提高加工质量,实现高精密加工。
技术研发人员:请求不公布姓名,请求不公布姓名
受保护的技术使用者:汇专科技集团股份有限公司
技术研发日:
技术公布日:2025/3/16
- 还没有人留言评论。精彩留言会获得点赞!