服务器机箱冲压模具及其使用方法与流程
本申请涉及冲压模具,具体涉及服务器机箱冲压模具及其使用方法。
背景技术:
1、服务器机箱是服务器硬件的物理外壳,它为服务器内部的组件提供保护、支撑和散热等功能。
2、服务器机箱的外壳通常由多个钣金件装配而成,其中的主外壳为u型且其上构造有散热孔,主外壳在成型加工时,首先需要使用冲裁设备对金属平板进行打孔操作,然后再使用冲压模具对打孔后的钣金件进行冷压操作,使其表面形成散热用的凹孔,最后再使用弯折模具将钣金件挤压弯折,至少三个加工步骤才能将金属板加工为服务器的组装外壳。
3、现有的冲压模具多为单工序模具,想要机箱壳体成型,期间需要经过多次加工转移设备,从而浪费大量的时间与人力,降低整体成型效率。
4、因此本发明提出服务器机箱冲压模具及其使用方法。
技术实现思路
1、本申请的目的在于:为解决上述背景技术中的问题,本申请提供了服务器机箱冲压模具及其使用方法。
2、本申请为了实现上述目的具体采用以下技术方案:
3、服务器机箱冲压模具,包括:
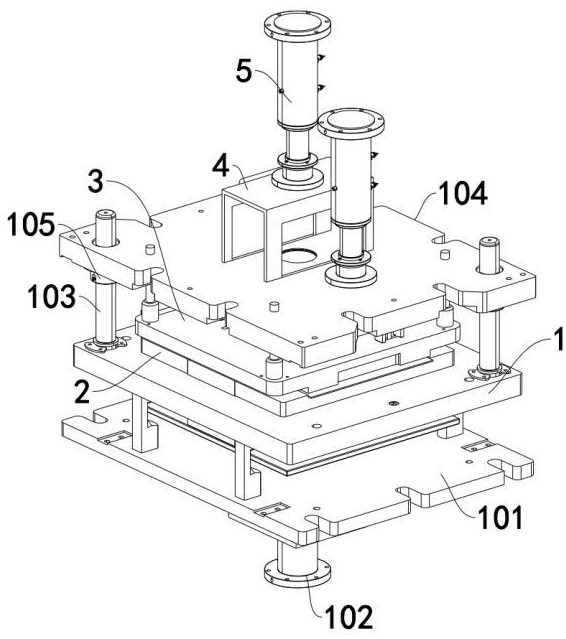
4、工作台,所述工作台底部连接有安装框,所述安装框上固定连接有顶升气缸,所述工作台顶部安装有立柱,所述立柱上滑动套接有移动板;
5、下模具,包括连接在工作台上的两个分模板,所述顶升气缸上连接有安装板,所述安装板上连接有贯穿工作台且穿插在两个分模板之间的沉降块;
6、上模具,包括连接在移动板底部的承载板,所述承载板底部通过弹簧杆滑动连接有压板,所述承载板底部连接有多个贯穿压板的压切块;
7、弯折压框,呈n型且依次贯穿移动板、承载板以及压板,所述弯折压框与沉降块上下相对设置。
8、进一步地,所述立柱数量为三个且分设在工作台的三个拐角处,所述移动板上贯穿安装有三个与立柱相套接的导套。
9、进一步地,所述分模板上表面水平构造有用于盛放钣金件的矩形槽,所述矩形槽内阵列构造有多个竖通槽,所述竖通槽内中部构造有v型块,所述安装板上通过螺栓连接有多个插设在竖通槽内的顶升杆。
10、进一步地,所述顶升杆形状为u型且上端包裹在v型块的两侧,所述顶升杆两侧与竖通槽之间构造有落料孔,所述顶升杆顶端与矩形槽内底部相平齐。
11、进一步地,所述压切块包括通过螺栓连接在承载板底部的压持块与切刀块,所述压持块底部构造为v型,所述沉降块上端构造有与矩形槽相连通的平槽,所述平槽内构造有与压持块上下相对设置的v型槽,所述切刀块与竖通槽上下相对设置。
12、进一步地,所述切刀块包括u型块,所述u型块底部构造有两个用于插接落料孔的切板,两个所述切板之间构造有用于与v型块相抵触的压印块。
13、进一步地,所述压板底部构造有用于与矩形槽和平槽相插合的凸板,所述压切块均滑动贯穿凸板,所述压板顶部构造有四个贯穿移动板的导杆,所述弹簧杆包括固定连接在压板上的竖杆,所述竖杆上端滑动贯穿承载板,所述承载板与竖杆之间连接有支撑弹簧。
14、进一步地,还包括用于驱动移动板和弯折压框分别运动的切换驱动件,所述切换驱动件包括两个液压推杆,其中一个所述液压推杆与移动板相连接,另一个所述液压推杆与弯折压框相连接。
15、进一步地,所述切换驱动件还包括连接在工作台与移动板之间的复位弹簧一,所述复位弹簧一套接在三个立柱上,所述弯折压框与移动板之间连接有复位弹簧二,所述弯折压框上端构造有用于液压推杆活动贯穿的穿孔,所述弯折压框上水平滑动插设有用于封闭穿孔的横板,所述弯折压框侧面安装有用于驱动横板水平移动的电动推杆。
16、服务器机箱冲压模具使用方法,包括以下步骤:
17、s1:上料,将钣金件放入到所述分模板与沉降块上的矩形槽与平槽内;
18、s2:冲裁,通过所述液压推杆推动移动板下移,所述压板朝向钣金件移动,其与所述下模具配合紧密夹持钣金件,所述移动板继续下移,所述承载板与压板之间的弹簧杆收缩,所述承载板相对于压板下移,所述压切块中的切刀块首先接触钣金件,并与所述落料孔配合形成冲压剪裁操作;
19、s3:压槽,所述承载板继续下移,所述压持块与压印块同时接触钣金件,配合所述v型槽与v型块对钣金件进行压槽成型操作;
20、s4:弯折成型,所述液压推杆带动上模具整体上移,另一个所述液压推杆带动弯折压框下移,同时所述顶升气缸带动沉降块下移并与两个分模板之间形成凹槽,所述弯折压框会抵触钣金件弯折进入凹槽内完成成型操作。
21、本申请的有益效果如下:
22、本申请通过将下模具设置为两个分模板与一个沉降块,并且在上模具上设置弯折压框,当压板同时抵触两个分模板与一个沉降块时,可以利用压切块进行冲裁操作,然后继续冷压锻型操作,最后再利用弯折压框配合沉降块的下降形成凹槽,对钣金材料进行弯折成型操作,三种操作均在本模具中实现,无需更换设备,节省中途转移运输成本和时间,提高整体加工效率。
技术特征:
1.服务器机箱冲压模具,其特征在于,包括:
2.根据权利要求1所述的服务器机箱冲压模具,其特征在于,所述立柱(103)数量为三个且分设在工作台(1)的三个拐角处,所述移动板(104)上贯穿安装有三个与立柱(103)相套接的导套(105)。
3.根据权利要求1所述的服务器机箱冲压模具,其特征在于,所述分模板(201)上表面水平构造有用于盛放钣金件的矩形槽(2011),所述矩形槽(2011)内阵列构造有多个竖通槽(2012),所述竖通槽(2012)内中部构造有v型块(2013),所述安装板(202)上通过螺栓连接有多个插设在竖通槽(2012)内的顶升杆(2014)。
4.根据权利要求3所述的服务器机箱冲压模具,其特征在于,所述顶升杆(2014)形状为u型且上端包裹在v型块(2013)的两侧,所述顶升杆(2014)两侧与竖通槽(2012)之间构造有落料孔(2015),所述顶升杆(2014)顶端与矩形槽(2011)内底部相平齐。
5.根据权利要求4所述的服务器机箱冲压模具,其特征在于,所述压切块(304)包括通过螺栓连接在承载板(301)底部的压持块(3041)与切刀块(3042),所述压持块(3041)底部构造为v型,所述沉降块(203)上端构造有与矩形槽(2011)相连通的平槽(2031),所述平槽(2031)内构造有与压持块(3041)上下相对设置的v型槽(2032),所述切刀块(3042)与竖通槽(2012)上下相对设置。
6.根据权利要求5所述的服务器机箱冲压模具,其特征在于,所述切刀块(3042)包括u型块(30421),所述u型块(30421)底部构造有两个用于插接落料孔(2015)的切板(30422),两个所述切板(30422)之间构造有用于与v型块(2013)相抵触的压印块(30423)。
7.根据权利要求5所述的服务器机箱冲压模具,其特征在于,所述压板(303)底部构造有用于与矩形槽(2011)和平槽(2031)相插合的凸板(3031),所述压切块(304)均滑动贯穿凸板(3031),所述压板(303)顶部构造有四个贯穿移动板(104)的导杆(3032),所述弹簧杆(302)包括固定连接在压板(303)上的竖杆(3021),所述竖杆(3021)上端滑动贯穿承载板(301),所述承载板(301)与竖杆(3021)之间连接有支撑弹簧(3022)。
8.根据权利要求1所述的服务器机箱冲压模具,其特征在于,还包括用于驱动移动板(104)和弯折压框(4)分别运动的切换驱动件(5),所述切换驱动件(5)包括两个液压推杆,其中一个所述液压推杆与移动板(104)相连接,另一个所述液压推杆与弯折压框(4)相连接。
9.根据权利要求8所述的服务器机箱冲压模具,其特征在于,所述切换驱动件(5)还包括连接在工作台(1)与移动板(104)之间的复位弹簧一(501),所述复位弹簧一(501)套接在三个立柱(103)上,所述弯折压框(4)与移动板(104)之间连接有复位弹簧二(502),所述弯折压框(4)上端构造有用于液压推杆活动贯穿的穿孔(503),所述弯折压框(4)上水平滑动插设有用于封闭穿孔(503)的横板(504),所述弯折压框(4)侧面安装有用于驱动横板(504)水平移动的电动推杆(505)。
10.服务器机箱冲压模具使用方法,应用于上述权利要求1-9任一项所述的服务器机箱冲压模具,其特征在于,具体包括以下步骤:
技术总结
本申请公开了服务器机箱冲压模具及其使用方法,涉及冲压模具技术领域。本申请包括:工作台,所述工作台底部连接有安装框,所述安装框上固定连接有顶升气缸,所述工作台顶部安装有立柱,所述立柱上滑动套接有移动板;下模具,包括连接在工作台上的两个分模板,所述顶升气缸上连接有安装板,所述安装板上连接有贯穿工作台且穿插在两个分模板之间的沉降块;上模具,包括连接在移动板底部的承载板。本申请通过将下模具设置为两个分模板与一个沉降块,并且在上模具上设置弯折压框与压切块,相互配合可以实现冲裁、冷锻、弯曲三种工艺单设备完成,无需中转更换设备,节省运输成本和时间,提高整体加工效率。
技术研发人员:李业疆,李翔麒,李翔麟
受保护的技术使用者:宁波润升智能科技有限公司
技术研发日:
技术公布日:2025/3/6
- 还没有人留言评论。精彩留言会获得点赞!