焊接设备及其焊接方法与流程
本发明涉及激光焊接,尤其是涉及一种焊接设备及其焊接方法。
背景技术:
1、激光飞行焊接主要用于新能源锂电池模组和电池包生产线中的关键环节——汇流排焊接工艺。该工艺是确保电池包整体性能,包括可靠度、稳定性和安全性的重要步骤,它负责将有序排列的单体电芯正负极柱与汇流排精确焊接,实现并串联关系。
2、电池模组通过视觉定位实现激光焊接,采用较高精度的相机对焊接部位进行拍照处理,获取焊接部位的几何轮廓,计算并给出相机坐标,然后通过相机与激光之间的坐标映射关系来计算出最终的焊接坐标,最后根据坐标完成对部件的激光焊接。
3、相关技术中,视觉定位和焊接过程都需要在每个拍照点及焊接点停下,焊接完成才能去到下一个点位继续拍照焊接,整个过程需要多次重复,直至所有焊接点位完成加工。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出了一种焊接设备,在视觉模块拍照过程中和焊接模块焊接过程中,视觉模块和焊接模块均保持匀速运动,可对多个电芯进行连续焊接,提高焊接效率。
2、本发明还提出了一种焊接方法。
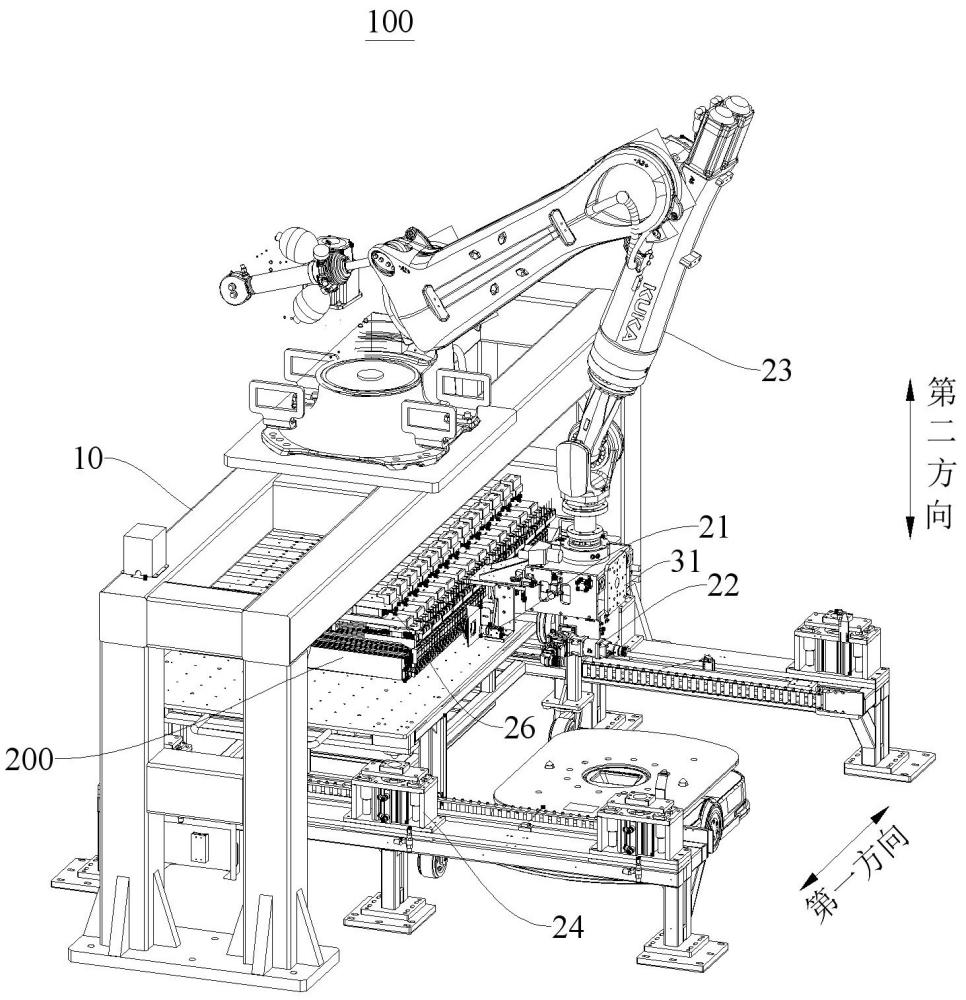
3、根据本发明第一方面实施例的焊接设备,包括:机架;焊接位,所述焊接位可存放多个沿第一方向排列的电芯;视觉模块,所述视觉模块用于对所述电芯拍照以获取电芯的焊接信息;焊接模块,所述焊接模块与所述视觉模块间隔设置且同步运动,所述焊接模块用于根据所述焊接信息焊接所述电芯;驱动机构,所述驱动机构设置于所述机架上,所述驱动机构驱动所述视觉模块和所述焊接模块同步运动;其中,驱动机构可驱动所述视觉模块和所述焊接模块沿第一方向运动,以对多个所述电芯进行连续焊接。
4、根据本发明实施例的焊接设备,在视觉模块拍照过程中和焊接模块焊接过程中,视觉模块和焊接模块均保持匀速运动,可对多个电芯进行连续焊接,提高焊接效率。
5、根据本发明的一些实施例,所述视觉模块包括:相机组件,所述相机组件用于获取所述电芯的焊接面图像。
6、根据本发明的一些实施例,所述视觉模块还包括:测距组件,所述测距组件用于获取所述电芯的焊接距离。
7、根据本发明的一些实施例,所述焊接模块包括:激光焊接组件和纠偏组件,所述激光焊接组件用于发射激光并焊接所述待测产品,所述纠偏组件用于对所述激光焊接组件进行纠偏。
8、根据本发明的一些实施例,所述焊接设备还包括:传感器,所述传感器用于测量所述焊接模块沿第一方向的运动速度。
9、根据本发明的一些实施例,所述焊接设备还包括:控制器,所述控制器与所述视觉模块和所述传感器通信连接,用于获取所述焊接信息和所述焊接模块的运动速度并得到焊接轨迹;以及,所述控制器与所述驱动机构及所述焊接模块电连接,所述驱动机构和所述焊接模块根据所述焊接轨迹动作。
10、根据本发明的一些实施例,所述驱动机构为协作机器人,所述协作机器人包括:多个机械臂,所述视觉模块和所述焊接模块安装在所述协作机器人的末端的所述机械臂上,所述协作机器人用于驱动所述视觉模块和所述焊接模块运动。
11、根据本发明的一些实施例,所述焊接设备还包括:上料模块,所述上料模块包括:顶升组件和上料组件,所述上料组件用于上料多个所述电芯,所述顶升组件用于驱动所述多个所述电芯运动至所述焊接位。
12、根据本发明的一些实施例,所述焊接设备还包括:压紧组件,所述压紧组件与所述机架相连接,所述压紧组件位于所述上料模块的上方,所述压紧组件用于压紧多个所述电芯。
13、根据本发明的一些实施例,所述上料组件包括:多个输送件,所述输送件用于将多个所述电芯输送至上料位,所述输送件与所述顶升组件限位配合。
14、根据本发明的一些实施例,所述输送件上设置有定位销,所述顶升组件上设置有定位销孔,所述定位销和所述定位销孔限位配合。
15、根据本发明的第二方面实施例的所述的焊接设备的焊接方法,包括以下步骤:
16、s1:判断所述焊接位是否有电芯,若是,则执行步骤s2,否则等待上料;
17、s2:驱动机构驱动视觉模块和焊接模块运动至初始位置,所述视觉模块对首个电芯拍照,获取首个电芯的焊接信息,所述焊接模块根据所述焊接信息焊接首个所述电芯;
18、s3:判断是否有电芯未焊接,若是,则执行步骤s4,否则返回步骤s1;
19、s4:所述驱动机构驱动视觉模块和焊接模块沿第一方向运动,所述视觉模块对下一个电芯拍照,获取下一个电芯的焊接信息,所述焊接模块根据所述焊接信息焊接下一个所述电芯;
20、s5:重复上述步骤s3-s4。
21、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种焊接设备,其特征在于,包括:
2.根据权利要求1所述的焊接设备,其特征在于,所述视觉模块(21)包括:相机组件,所述相机组件用于获取所述电芯(200)的焊接面图像。
3.根据权利要求1所述的焊接设备,其特征在于,所述视觉模块(21)还包括:测距组件,所述测距组件用于获取所述电芯(200)的焊接距离。
4.根据权利要求1所述的焊接设备,其特征在于,所述焊接模块(22)包括:激光焊接组件和纠偏组件,所述激光焊接组件用于发射激光并焊接所述待测产品,所述纠偏组件用于对所述激光焊接组件进行纠偏。
5.根据权利要求1所述的焊接设备,其特征在于,还包括:传感器,所述传感器用于测量所述焊接模块(22)沿第一方向的运动速度。
6.根据权利要求5所述的焊接设备,其特征在于,还包括:控制器,所述控制器与所述视觉模块(21)和所述传感器通信连接,用于获取所述焊接信息和所述焊接模块(22)的运动速度并得到焊接轨迹;以及,
7.根据权利要求1所述的焊接设备,其特征在于,所述驱动机构(23)为协作机器人,所述协作机器人包括:多个机械臂,所述视觉模块(21)和所述焊接模块(22)安装在所述协作机器人的末端的所述机械臂上,所述协作机器人用于驱动所述视觉模块(21)和所述焊接模块(22)运动。
8.根据权利要求1所述的焊接设备,其特征在于,还包括:上料模块,所述上料模块包括:顶升组件(24)和上料组件(25),所述上料组件(25)用于上料多个所述电芯(200),所述顶升组件(24)用于驱动多个所述电芯(200)运动至所述焊接位。
9.根据权利要求8所述的焊接设备,其特征在于,还包括:压紧组件(26),所述压紧组件(26)与所述机架(10)相连接,所述压紧组件(26)位于所述上料模块的上方,所述压紧组件(26)用于压紧多个所述电芯(200)。
10.根据权利要求8所述的焊接设备,其特征在于,所述上料组件(25)包括:多个输送件,所述输送件用于将多个所述电芯(200)输送至上料位,所述输送件与所述顶升组件(24)限位配合。
11.根据权利要求10所述的焊接设备,其特征在于,所述输送件上设置有定位销,所述顶升组件(24)上设置有定位销孔,所述定位销和所述定位销孔限位配合。
12.一种根据权利要求1-11任一项所述的焊接设备的焊接方法,其特征在于,包括以下步骤:
技术总结
本发明公开了一种焊接设备及其焊接方法,焊接设备包括:机架;焊接位,所述焊接位可存放多个沿第一方向排列的电芯;视觉模块,所述视觉模块用于对所述电芯拍照以获取电芯的焊接信息;焊接模块,所述焊接模块与所述视觉模块间隔设置且同步运动,所述焊接模块用于根据所述焊接信息焊接所述电芯;驱动机构,所述驱动机构设置于所述机架上,所述驱动机构驱动所述视觉模块和所述焊接模块同步运动;其中,驱动机构可驱动所述视觉模块和所述焊接模块沿第一方向运动,以对多个所述电芯进行连续焊接。其中,在视觉模块拍照过程中和焊接模块焊接过程中,视觉模块和焊接模块均保持匀速运动,可对多个电芯进行连续焊接,提高焊接效率。
技术研发人员:朱小东,路小峰,韩玉茹,林廼泉,汪文
受保护的技术使用者:比亚迪股份有限公司
技术研发日:
技术公布日:2025/4/17
- 还没有人留言评论。精彩留言会获得点赞!