一种卡车钢结构底架复合焊接方法和系统与流程
本申请涉及车辆底架焊接,尤其涉及一种卡车钢结构底架复合焊接方法和系统。
背景技术:
1、在卡车的生产制造过程中,卡车钢结构底架的焊接是一道重要工序。目前,工厂流水线通常采用机器人焊接作业。底架焊接时,需要将横向的副梁焊接在纵向的主梁上。为保证焊接质量,通常需要先人工点焊,以使各个构件固定,再通过工装夹具固定底架位置,然后即可通过机器人或人工开始整体的焊接作业。
2、而人工点焊的过程中,将产生大量的烟雾(如金属氧化物、臭氧、一氧化碳等),污染车间环境,影响工人健康。
技术实现思路
1、为了降低对工人健康的影响,本申请提供一种卡车钢结构底架复合焊接方法和系统。
2、一方面,本申请提供的一种卡车钢结构底架复合焊接系统,采用如下的技术方案:
3、一种卡车钢结构底架复合焊接系统,包括:
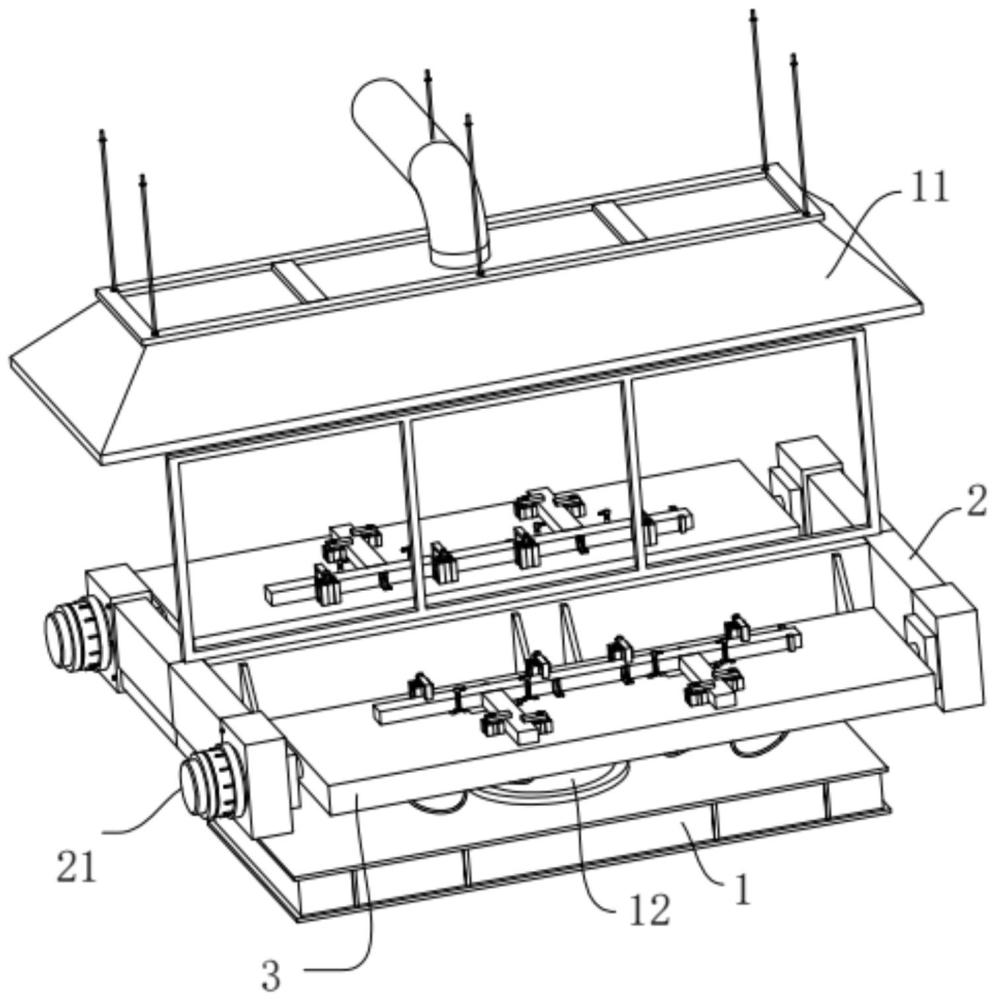
4、架体;
5、工作台,用于放置待焊接的底架,所述工作台转动设置于所述架体上,所述架体上设置有用于驱动所述工作台翻转的翻转组件,所述工作台上开设有多个贯穿所述工作台的加工槽;
6、夹持工装,连接于所述工作台用于限定放置于所述工作台上的底架;
7、吸烟机构,设置于所述工作台,用于吸收点焊产生的烟雾;
8、所述吸烟机构包括吸烟柱,所述吸烟柱沿垂直于所述工作台方向滑动穿设于所述工作台,所述吸烟柱中空设置,且所述吸烟柱上设置有吸烟嘴,所述工作台上设置有用于驱动所述吸烟柱升降的升降组件。
9、通过采用上述技术方案,工人将待焊接的底架,即主梁和副梁放置在工作台上后,通过夹持工装固定好底架位置,然后通过升降组件驱动吸烟柱上升,使得吸烟柱从工作台的下方上升至靠近底架的点焊位置处,且保持吸烟嘴位于电焊工人头部的下方;启动吸烟机构,然后即可对底架的主梁和副梁进行点焊作业。吸烟嘴靠近点焊位置处,能够及时且高效的将电焊产生的烟雾吸收,预防烟雾扩散,且吸烟嘴位于工人头部的下方,使得烟雾还未上升至工人头部的高度时即被吸烟嘴吸收,防止烟雾被电焊工人吸入,有效的降低对工人健康的影响;并且吸烟柱位于底架电焊处的一侧,能够防止干涉电焊作业。
10、可选的,所述吸烟柱设置多组,每组均包括两个吸烟柱,两个所述吸烟柱分别设置于所述加工槽的两侧,且两个所述吸烟柱沿所述工作台的长度方向分布。
11、通过采用上述技术方案,吸烟柱的数量与点焊的数量对应,因主梁和副梁的连接处位于加工槽处,在加工槽的两端设置两个吸烟柱,有效的提高吸烟效果。
12、可选的,所述升降组件包括升降齿轮、齿条和驱动电机,所述齿条沿所述吸烟柱的长度方向固定设置于所述吸烟柱的侧壁,所述升降齿轮转动设置于所述工作台,所述升降齿轮与所述齿条啮合,所述驱动电机设置于所述工作台上用于驱动所述升降齿轮转动。
13、通过采用上述技术方案,当点焊完成后,通过驱动电机驱动升降齿轮转动,升降齿轮带动齿条运动,进而驱动吸烟柱向下移动,使得吸烟柱移动至底架或工作台的下方,当进行下一步焊接工序时,防止吸烟柱干涉焊接机器人的焊接作业,提高焊接效率。
14、可选的,所述工作台的底部设置有安装块,所述吸烟柱固定设置于所述安装块上,所述工作台的底部转动设置有转轴,所述转轴的两端固定设置有升降齿轮,所述升降齿轮转动设置于所述安装块上,所述驱动电机的输出轴与所述转轴的一端固定连接。
15、可选的,所述转轴包括套管和两个活动轴,两个所述活动轴分别滑动穿设于所述套管的两端,所述活动轴的侧壁上沿所述活动轴的轴向固定设置有限位键,所述套管的内壁沿所述套管的轴向开设有键槽,所述限位键与所述键槽滑移连接;所述工作台的底壁设置有用于驱动两所述安装块滑动的伸缩件。
16、可选的,所述吸烟柱内设置有滤管,所述滤管的顶部与所述吸烟嘴连通,所述滤管的侧壁开开设有若干的滤孔;所述吸烟机构还包括吸气管和净化组件,所述吸气管的一端与所述吸烟柱的底部连通,另一端与所述净化组件连接。
17、通过采用上述技术方案,电焊产生的烟雾中含有金属氧化物,烟雾通过吸烟嘴进入滤管内后,粒径较大的金属氧化物冷却后聚集在滤管内,而过滤后的烟雾穿过滤孔并通过吸气管进入进化组件;防止冷却的金属氧化物进入吸气管并堆积在吸气管内,降低吸气能力,导致吸烟嘴的吸烟效率降低。
18、可选的,所述滤管转动设置于所述吸烟柱内,所述吸烟嘴固定设置于所述滤管的顶部,所述吸烟柱内设置有用于驱动所述滤管转动的旋转组件。
19、可选的,所述滤管可拆卸设置于所述吸烟柱内,所述吸烟嘴可拆卸设置于所述滤管上。
20、可选的,所述吸烟柱内设置有用于清理所述滤孔的清理件。
21、另一方面,本申请提供的一种卡车钢结构底架复合焊接方法,采用如下的技术方案:
22、一种卡车钢结构底架复合焊接方法,包括以下步骤:
23、对待焊接的底架表面进行清洁处理,去除油污、锈迹和其他杂质,确保焊接区域的表面质量,以减少因杂质引起的烟雾生成;
24、将底架放置于工作台上,并通过夹持工装固定底架位置;
25、通过升降组件驱动吸烟柱上升,以使吸烟嘴靠近待点焊的位置;
26、启动吸烟机构,对底架的主梁和副梁进行点焊作业。
27、综上所述,本申请包括以下至少一种有益技术效果:
28、1. 工人将待焊接的底架,即主梁和副梁放置在工作台上后,通过夹持工装固定好底架位置,然后通过升降组件驱动吸烟柱上升,使得吸烟柱从工作台的下方上升至靠近底架的点焊位置处,且保持吸烟嘴位于电焊工人头部的下方;启动吸烟机构,然后即可对底架的主梁和副梁进行点焊作业。吸烟嘴靠近点焊位置处,能够及时且高效的将电焊产生的烟雾吸收,预防烟雾扩散,且吸烟嘴位于工人头部的下方,使得烟雾还未上升至工人头部的高度时即被吸烟嘴吸收,防止烟雾被电焊工人吸入,有效的降低对工人健康的影响;并且吸烟柱位于底架电焊处的一侧,能够防止干涉电焊作业。
29、2.当点焊完成后,通过驱动电机驱动升降齿轮转动,升降齿轮带动齿条运动,进而驱动吸烟柱向下移动,使得吸烟柱移动至底架或工作台的下方,当进行下一步焊接工序时,防止吸烟柱干涉焊接机器人的焊接作业,提高焊接效率。
30、3. 电焊产生的烟雾中含有金属氧化物,烟雾通过吸烟嘴进入滤管内后,粒径较大的金属氧化物冷却后聚集在滤管内,而过滤后的烟雾穿过滤孔并通过吸气管进入进化组件;防止冷却的金属氧化物进入吸气管并堆积在吸气管内,降低吸气能力,导致吸烟嘴的吸烟效率降低。
技术特征:
1.一种卡车钢结构底架复合焊接系统,其特征在于,包括:
2.据权利要求1所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述吸烟柱(51)设置多组,每组均包括两个吸烟柱(51),两个所述吸烟柱(51)分别设置于所述加工槽(31)的两侧,且两个所述吸烟柱(51)沿所述工作台(3)的长度方向分布。
3.根据权利要求2所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述升降组件(6)包括升降齿轮(61)、齿条(62)和驱动电机(63),所述齿条(62)沿所述吸烟柱(51)的长度方向固定设置于所述吸烟柱(51)的侧壁,所述升降齿轮(61)转动设置于所述工作台(3),所述升降齿轮(61)与所述齿条(62)啮合,所述驱动电机(63)设置于所述工作台(3)上用于驱动所述升降齿轮(61)转动。
4.根据权利要求3所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述工作台(3)的底部设置有安装块(7),所述吸烟柱(51)固定设置于所述安装块(7)上,所述工作台(3)的底部转动设置有转轴(8),所述转轴(8)的两端固定设置有升降齿轮(61),所述升降齿轮(61)转动设置于所述安装块(7)上,所述驱动电机(63)的输出轴与所述转轴(8)的一端固定连接。
5.根据权利要求4所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述转轴(8)包括套管(81)和两个活动轴(82),两个所述活动轴(82)分别滑动穿设于所述套管(81)的两端,所述活动轴(82)的侧壁上沿所述活动轴(82)的轴向固定设置有限位键(821),所述套管(81)的内壁沿所述套管(81)的轴向开设有键槽(811),所述限位键(821)与所述键槽(811)滑移连接;所述工作台(3)的底壁设置有用于驱动两所述安装块(7)滑动的伸缩件。
6.根据权利要求1所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述吸烟柱(51)内设置有滤管(511),所述滤管(511)的顶部与所述吸烟嘴(512)连通,所述滤管(511)的侧壁开开设有若干的滤孔(5111);所述吸烟机构(5)还包括吸气管(52)和净化组件(53),所述吸气管(52)的一端与所述吸烟柱(51)的底部连通,另一端与所述净化组件(53)连接。
7.根据权利要求6所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述滤管(511)转动设置于所述吸烟柱(51)内,所述吸烟嘴(512)固定设置于所述滤管(511)的顶部,所述吸烟柱(51)内设置有用于驱动所述滤管(511)转动的旋转组件。
8.根据权利要求7所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述滤管(511)可拆卸设置于所述吸烟柱(51)内,所述吸烟嘴(512)可拆卸设置于所述滤管(511)上。
9.根据权利要求6所述的一种卡车钢结构底架复合焊接系统,其特征在于,所述吸烟柱(51)内设置有用于清理所述滤孔(5111)的清理件(10)。
10.一种基于权利要求1-9任一项所述的卡车钢结构底架复合焊接系统的焊接方法,其特征在于,包括以下步骤:
技术总结
本申请公开了一种卡车钢结构底架复合焊接方法和系统,涉及车辆底架焊接技术领域,包括架体;工作台,夹持工装,连接于工作台用于限定放置于工作台上的底架;吸烟机构;吸烟机构包括吸烟柱,吸烟柱沿垂直于工作台方向滑动穿设于工作台,吸烟柱中空设置,且吸烟柱上设置有吸烟嘴,工作台上设置有升降组件。通过升降组件驱动吸烟柱上升,使得吸烟柱从工作台的下方上升至靠近底架的点焊位置处,且保持吸烟嘴位于电焊工人头部的下方;启动吸烟机构,然后即可对底架的主梁和副梁进行点焊作业。吸烟嘴靠近点焊位置处,能够及时且高效的将电焊产生的烟雾吸收,且使得烟雾还未上升至工人头部的高度时即被吸烟嘴吸收,防止烟雾被电焊工人吸入。
技术研发人员:郭虎,石鹏
受保护的技术使用者:四川福骏汽车制造有限公司
技术研发日:
技术公布日:2025/4/6
- 还没有人留言评论。精彩留言会获得点赞!