一种分体式激光熔覆送粉喷嘴及使用其进行激光熔覆的方法与流程
[0001]
本发明涉及激光加工领域,具体的涉及一种分体式激光熔覆喷嘴及激光熔覆的方法。
背景技术:
[0002]
目前,激光熔覆已成为对零件进行表面处理的常用方法之一。常见的激光熔覆同轴送粉喷嘴结构相似,均为金属材质一体化加工成型,整体为圆锥形,其中间为激光束通道,在喷嘴的侧壁上直接加工多个孔道做为多路送粉通道,粉末直接通过送粉通道进行输送,即喷嘴将合金粉末束流吹送至激光束辐照产生的熔池中。
[0003]
常见的喷嘴存在着以下问题:1、送粉通道的内壁加工粗糙出现静电吸附、飞溅粘附等造成通道堵塞,工作效率较低;2、送粉通道靠近熔覆区,溅射的高温粉末颗粒容易粘附堵塞出粉口,一体式喷嘴清理、更换操作复杂,因送粉送粉通道堵塞导致整个喷嘴失效备件成本巨大;3、送粉通道为锥孔,其截面尺寸较小,长径比大,容易出现堵粉、送粉不流畅、不均匀、粉末粒子加速效果较差、使获得的熔覆层缺陷多质量差;4、送粉喷嘴与激光加工光头之间为固定安装,使用过程中无法调整其与激光加工光头之间的位置,从而无法调整粉末束流汇聚位置。
技术实现要素:
[0004]
本发明所要解决的问题是提供一种分体式激光熔覆送粉喷嘴,它可以对送粉管进行更换,降低了备件成本。同时,送粉喷嘴实现了送粉的流畅性,可以调节圆形落粉区域的大小,可调节粉末束流沿激光束轴线位置,保证了熔覆层的质量。本发明还提供了使用一种分体式激光熔覆送粉喷嘴进行激光熔覆的方法。
[0005]
本发明一种分体式激光熔覆送粉喷嘴,它包括送粉喷嘴本体、多个送粉管;送粉喷嘴本体为倒置的锥台,锥台中间设置有激光光路通道;喷嘴本体的侧壁上设置有多个送粉管安装管道、多个冷却水管道、保护气管道;送粉管安装管道从送粉喷嘴本体的上壁贯穿到送粉喷嘴本体的下壁,送粉管安装管道为上大下小的圆柱孔,上部大孔为调整螺纹孔;送粉管设置在送粉管安装管道内,其外圆上大下小,上部的螺纹与调整螺纹孔旋合。
[0006]
进一步地,送粉管为双层管,其外部包覆管为金属材质,内嵌管为玻璃材质,两者热装;外部包覆管的外圆上大下小,上部外圆的螺纹与送粉通道上部的调整螺纹孔旋合;玻璃内管的内孔为圆柱孔。
[0007]
进一步地,送粉管安装管道为三个及以上,其相对于送粉喷嘴本体的中心线形成环形阵列;送粉管的数量与送粉管安装管道的数量一致;送粉管安装管道与水平方向的夹角为75
°
,送粉管安装管道的中心线与激光光路通道的轴线相交于激光束焦点上方3mm。
[0008]
进一步地,激光光路通道为上大下小的通孔,上部圆柱孔为喷嘴连接螺纹孔,下部小孔为锥孔。
[0009]
进一步地,冷却水管道为两个,两个冷却水管道的上部开口于送粉喷嘴本体的上
壁,下部相交在送粉喷嘴本体的侧壁内。
[0010]
进一步地,保护气管道的上部开口于送粉喷嘴本体的上壁,下部开口于送粉喷嘴本体的内侧壁;其中心线与激光光路通道中心线相交且指向激光熔覆熔池方向。
[0011]
本发明一种使用分体式激光熔覆送粉喷嘴进行激光喷覆的方法,具体步骤为:
①
、将激光加工光头通过喷嘴连接螺纹孔与送粉喷嘴本体相连,将送粉管放置在送粉管安装管道内,通过调整螺纹孔调节其在安装管道内的位置,使送粉管的粉末出口形成的圆形落粉区与激光束圆形光斑恰好完全重合;
②
、将送粉喷嘴上的所有管道通过快插接头与相应的送粉管、送气管、送水管相连,进行送粉、送气、送水;
③
、激光束经过激光加工光头,由激光光路通道辐射于零件表面,形成金属熔池;与此同时,合金粉末在惰性气体承载下由送粉器经软管输送至送粉管,合金粉末束流经玻璃材质内管在零件表面激光束焦点上方汇聚;对零件进行激光熔覆。
[0012]
进一步地,当在长时间的激光束辐照工况下,激光加工光头内的光学镜组将发生微量的受热变形,导致激光束焦点沿光路偏移;此时先通过调整激光加工光头的离焦量来保证激光束焦点恢复至零件表面预定高度;然后通过旋转送粉喷嘴本体调节其与激光加工光头的位置,从而调整粉末束流沿激光束轴线位置,使粉末束流的汇聚位置与激光束焦点一致,从而更好地保证熔覆层的质量。
[0013]
进一步地,当加工斜面、曲面等复杂空间表面时,激光束辐照在复杂表面上会产生光斑变形,熔池形状随之改变;此时通过旋转送粉管微调送粉位置,使粉末束流覆盖金属熔池,形成质量良好的熔覆层。
[0014]
本发明一种分体式激光熔覆送粉喷嘴的优点是:一、送粉管设置在送粉通道内与送粉喷嘴本体为分体式结构,当溅射的高温粉末颗粒粘附堵塞出粉口时,可以很方便地对送粉管进行清理或者更换,因此降低了备件成本;二、送粉管的光滑内壁实现了送粉的流畅性,保证了熔覆层的质量;三、通过调节送粉管可以调节圆形落粉区域的大小,使粉末束流覆盖金属熔池,形成质量良好的熔覆层;四、通过旋转送粉送粉喷嘴本体可调节粉末束流沿激光束轴线位置,使其粉末束流的汇聚位置与激光束焦点一致,从而更好地保证熔覆的质量。本发明使用分体式激光熔覆送粉喷嘴进行激光熔覆时,可以根据实际发生的加工情况进行实时调整,并且送粉流畅,从而提高了激光熔覆加工效率、保证了熔覆质量。
附图说明
[0015]
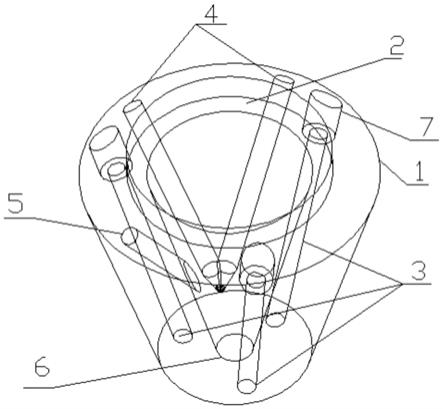
图1是本发明分体式激光熔覆送粉喷嘴的立体图;
[0016]
图2是本发明分体式激光熔覆送粉喷嘴的俯视图;
[0017]
图3是本发明分体式激光熔覆送粉喷嘴的剖视图。
[0018]
图中,1、送粉喷嘴本体;2、喷嘴连接螺纹孔;3、送粉管;4、冷却水管道;5、保护气管道;6、激光光路通道;7、调整螺纹孔。
具体实施方式
[0019]
下面参考示例实施方式对本发明技术方案作详细说明。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式。
[0020]
实施例1
[0021]
本发明一种分体式激光熔覆送粉喷嘴,它包括送粉喷嘴本体1、多个送粉管3;送粉喷嘴本体1为倒置的锥台,锥台中间设置有激光光路通道6;喷嘴本体1的侧壁上设置有多个送粉管安装管道、多个冷却水管道4、保护气管道5;送粉管安装管道从送粉喷嘴本体1的上壁贯穿到送粉喷嘴本体1的下壁,送粉管安装管道为上大下小的圆柱孔,上部大孔为调整螺纹孔7;送粉管3设置在送粉管安装管道内,其外圆上大下小,上部的螺纹与调整螺纹孔7旋合。
[0022]
本发明通过在送粉喷嘴本体1上设置送粉管安装管道,在送粉管安装管道内设置送粉管3,这样送粉管3的内孔为送粉通道,即送粉通道与送粉喷嘴本体1为分体式结构且送粉管3通过调整螺纹孔7可以调整其上下位置。这样当溅射的高温粉末颗粒粘附堵塞出粉口时,可以旋下送粉管3进行清理或者对送粉管3进行更换,因此检修维护及更换方便,降低了备件成本。
[0023]
实施例2
[0024]
本发明一种分体式激光熔覆送粉喷嘴:送粉管3为双层管,其外部包覆管为金属材质,内嵌管为玻璃材质,两者热装;外部包覆管的外圆上大下小,上部外圆的螺纹与送粉通道上部的调整螺纹孔7旋合;玻璃内管的内孔为圆柱孔。
[0025]
由于玻璃材质内管的内壁光洁不挂粉,不受静电吸附效应影响,相较金属材质不易粘附飞溅金属粉末,因此在送粉时粉末运动通顺流畅,管壁挂粉、粉管堵塞现象减少,工作效率较高。金属材质包覆管为玻璃材质内管提供了强度保护。玻璃材质内管的内孔为上下一样大小的圆柱孔,其截面尺寸较大,长径比小,因此送粉流畅均匀,粉末粒子加速效果好,保证了熔覆层的质量。
[0026]
实施例3
[0027]
本发明一种分体式激光熔覆送粉喷嘴:送粉管安装管道为三个及以上,其相对于送粉喷嘴本体1的中心线形成环形阵列;送粉管3的数量与送粉管安装管道的数量一致;送粉管安装管道与水平方向的夹角为75
°
,送粉管安装管道的中心线与激光光路通道6的轴线相交于激光束焦点上方3mm。送粉管以3-4个为最佳。
[0028]
送粉管3的粉末出口为圆形粉末出口,圆形粉末出口沿激光束通道6的中心轴形成环形阵列,可形成一个锁定激光熔池的圆形落粉区,圆形落粉区域与激光束圆形光斑恰好完全重合。由于每个送粉管3都可以上下调节独立控制,因而通过调节送粉管3能够调节圆形落粉区域的大小,使粉末束流覆盖金属熔池,形成质量良好的熔覆层。
[0029]
实施例4
[0030]
本发明一种分体式激光熔覆送粉喷嘴:激光光路通道6为上大下小的通孔,上部圆柱孔为喷嘴连接螺纹孔2,下部小孔为锥孔。
[0031]
激光加工光头通过喷嘴连接螺纹孔2与送粉喷嘴本体1相连,使送粉喷嘴与激光加工光头之间的位置可以微调,通过旋转送粉喷嘴本体1可以调节粉末束流沿激光束轴线位置,使其粉末束流的聚焦位置与激光束焦点一致,从而更好地保证熔覆的质量;同时,激光加工光头与送粉喷嘴通过连接喷嘴连接螺纹孔2连接可靠,防止其从送粉喷嘴中脱落。
[0032]
实施例5
[0033]
本发明一种分体式激光熔覆送粉喷嘴:冷却水管道4为两个,两个冷却水管道4的上部开口于送粉喷嘴本体1的上壁,下部相交在送粉喷嘴本体1的侧壁内。两个冷却水管道4
之间形成冷却水通道,冷却水从一头进从另一头出从而带走热量,保护送粉喷嘴。冷却水通道位于激光加工头光路通道与分体式送粉通道之间的区域。
[0034]
本发明一种分体式激光熔覆送粉喷嘴:保护气管道5的上部开口于送粉喷嘴本体1的上壁,下部开口于送粉喷嘴本体1的内侧壁;其中心线与激光光路通道6中心线相交且指向激光熔覆熔池方向。通过保护气管道5可以输送氩气等惰性保护气体,可以防止熔覆时发生氧化。
[0035]
从上述可以看出,本发明一种分体式激光熔覆送粉喷嘴的优点是:一、送粉管3设置在送粉通道内与送粉喷嘴本体1为分体式结构,当溅射的高温粉末颗粒粘附堵塞出粉口时,可以很方便地对送粉管3进行清理或者更换,因此降低了备件成本;二、送粉管3的光滑内壁实现了送粉的流畅性,保证了熔覆层的质量;三、通过调节送粉管3可以调节圆形落粉区域的大小,使粉末束流覆盖金属熔池,形成质量良好的熔覆层;四、通过旋转送粉送粉喷嘴本体1可调节粉末束流沿激光束轴线位置,使其粉末束流的聚焦位置与激光束焦点一致,从而更好地保证熔覆的质量。
[0036]
实施例6
[0037]
本发明一种使用分体式激光熔覆送粉喷嘴进行激光喷覆的方法,具体步骤为:
[0038]
①
、将激光加工光头通过喷嘴连接螺纹孔2与送粉喷嘴本体1相连,将送粉管3放置在送粉管安装管道内,通过调整螺纹孔7调节其在安装管道内的位置,使送粉管3的粉末出口形成的圆形落粉区与激光束圆形光斑恰好完全重合;
[0039]
②
、将送粉喷嘴上的所有管道通过快插接头与相应的送粉管、送气管、送水管相连,进行送粉、送气、送水;
[0040]
③
、激光束经过激光加工光头,由激光光路通道6辐射于零件表面,形成金属熔池;与此同时,合金粉末在惰性气体承载下由送粉器经软管输送至送粉管,合金粉末束流经玻璃材质内管在零件表面激光束焦点上方汇聚;对零件进行激光熔覆。
[0041]
步骤
①
中:送粉管3的粉末出口形成的圆形落粉区与激光束圆形光斑恰好完全重合,可以更好地保证熔覆的质量。步骤
③
中:合金粉末束流经玻璃材质内管在零件表面激光束焦点上方汇聚,准确、均匀地送达金属熔池,可以形成质量良好的熔覆层。
[0042]
当在长时间的激光束辐照工况下,激光加工光头内的光学镜组将发生微量的受热变形,导致激光束焦点沿光路偏移;此时先通过调整激光加工光头的离焦量来保证激光束焦点恢复至零件表面预定高度;然后通过旋转送粉喷嘴本体调节其与激光加工光头的位置,从而调整粉末束流沿激光束轴线位置,使粉末束流的汇聚位置与激光束焦点一致,从而更好地保证熔覆层的质量。
[0043]
当加工斜面、曲面等复杂空间表面时,激光束辐照在复杂表面上会产生光斑变形,熔池形状随之改变;此时通过旋转送粉管微调其上下位置,调节落粉区的大小,使粉末束流覆盖金属熔池,形成质量良好的熔覆层。
[0044]
从上面可以看出,使用本发明分体式激光熔覆送粉喷嘴进行激光熔覆时,可以根据实际发生的加工情况进行实时调整,并且送粉流畅,从而提高了激光熔覆加工效率、保证了熔覆质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1