一种高温合金真空炉浇注装置的制作方法
1.本实用新型涉及钢铁冶炼技术领域,特别涉及一种高温合金真空炉浇注装置。
背景技术:
2.在钢铁冶炼过程中,需要将经初炼、精炼、真空处理后的钢水加入到中间包中;同时,在化渣炉内将电渣熔化后,倒入导电结晶器内通电保温形成电渣层,钢水经中间包流入长水口,再由浸入到电渣层中的长水口流到钢水分流器上,钢水分流器同样安放在电渣层中,位于长水口下方,钢水经分流后再通过电渣层进入金属熔池进行连续浇注。然而现有的中间包多使用真空塞棒式浇注控制方式,塞棒芯杆使用耐材多,加装耐材耗时耗力,并且耐材需要同中间包一起进行烘烤,耐材破裂或塞棒弯曲均会影响钢水的正常浇注;浇注过程中需人工长期压紧塞棒机构扳杆,劳动强度大,由于包外温度高,并且时有钢花飞溅,容易烫伤工人,安全性较差。
技术实现要素:
3.本实用新型要解决的技术问题在于,针对现有技术的上述缺陷,提供一种高温合金真空炉浇注装置,结构简单、制作成本较低,通过中间包与分流盘依次对钢水进行浇注,能够实现钢水从中间包过渡到分流盘,避免钢化飞溅烫伤工人的现象,安全性好。
4.为了解决上述技术问题,本实用新型的技术方案是:
5.一种高温合金真空炉浇注装置,包括中间包及分流盘,所述中间包的底部与所述分流盘的上端连接,所述中间包上设置有浇注凹槽及浇注通孔,所述分流盘上设置有分流凹槽及若干个分流通孔,所述浇注凹槽通过浇注通孔与所述分流凹槽连通,所述分流凹槽与所述分流通孔连通。
6.优选地,所述分流凹槽内设置有分流柱,所述分流柱的上端与所述中间包的底部焊接。
7.优选地,所述浇注凹槽包括第一浇注凹槽、第二浇注凹槽及第三浇注凹槽,所述第二浇注凹槽分别与第一浇注凹槽及第二浇注凹槽连通,所述浇注通孔设置于所述第一浇注凹槽的底部。
8.优选地,所述第一浇注凹槽的横截面及第三浇注凹槽的横截面均为矩形,所述第一浇注凹槽的横截面积及第三浇注凹槽的横截面积均由上往下依次递增。
9.优选地,所述中间包的前端与分流盘的前端表面平齐,所述中间包的后端与分流盘的后端表面平齐。
10.优选地,所述分流通孔的数量为6个,所述分流通孔的横截面及浇注通孔的横截面均为圆形。
11.采用上述技术方案,本实用新型提供的一种高温合金真空炉浇注装置,具有以下有益效果:该高温合金真空炉浇注装置中的中间包上设置有浇注凹槽及浇注通孔,分流盘上设置有分流凹槽及若干个分流通孔,浇注凹槽通过浇注通孔与分流凹槽连通,分流凹槽
与分流通孔连通,结构简单、制作成本较低,通过中间包与分流盘依次对钢水进行浇注,浇注时钢水流出中间包中,经过浇注通孔流入分流盘中,再经分流通孔流出,能够实现钢水从中间包过渡到分流盘,避免钢化飞溅烫伤工人的现象,安全性好。
附图说明
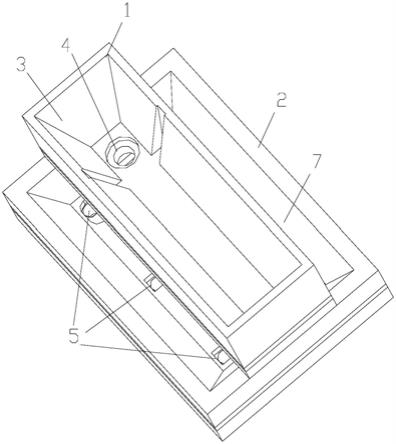
12.图1为本实用新型的立体图;
13.图2为本实用新型的分解图;
14.图3为本实用新型的俯视图;
15.图中,1
‑
中间包、2
‑
分流盘、3
‑
浇注凹槽、4
‑
浇注通孔、5
‑
分流通孔、6
‑
分流柱、7
‑
分流凹槽、31
‑
第一浇注凹槽、32
‑
第二浇注凹槽、33
‑
第三浇注凹槽。
具体实施方式
16.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
17.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
19.如图1所示,在本实用新型的立体图中,该高温合金真空炉浇注装置包括中间包1及分流盘2,该中间包1的底部与该分流盘2的上端连接,该中间包1上设置有浇注凹槽3及浇注通孔4,该分流盘2上设置有分流凹槽7及若干个分流通孔5,该浇注凹槽3通过浇注通孔4与该分流凹槽7连通,该分流凹槽7与该分流通孔5连通。可以理解的,该中间包1及分流盘2材质为高铝材质,也可以是铝合金材质等,三氧化二铝含量不低于52%,二氧化硅含量不大于48%,其表面光滑,耐热温度不低于1600℃,中间包1壁和底部无裂纹。
20.具体地,图2为本实用新型的分解图,结合图1、图2及图3可知,该分流凹槽7内设置有分流柱6,该分流柱6的上端与该中间包1的底部焊接;该浇注凹槽3包括第一浇注凹槽31、第二浇注凹槽32及第三浇注凹槽33,该第二浇注凹槽32分别与第一浇注凹槽31及第二浇注凹槽32连通,该浇注通孔4设置于该第一浇注凹槽31的底部;该第一浇注凹槽31的横截面及第三浇注凹槽33的横截面均为矩形,该第一浇注凹槽31的横截面积及第三浇注凹槽33的横截面积均由上往下依次递增;该中间包1的前端与分流盘2的前端表面平齐,该中间包1的后端与分流盘2的后端表面平齐。可以理解的,该分流通孔5的数量为6个,也可以设置多个,可
根据实际工况确定,该分流通孔5的横截面及浇注通孔4的横截面均为圆形。
21.可以理解的,本实用新型设计合理,构造独特,浇注时钢水流出中间包1中,经过浇注通孔4流入分流盘2中,再经分流通孔5流出,能够实现钢水从中间包1过渡到分流盘2,避免钢化飞溅烫伤工人的现象,安全性好,保证了钢水的浇注质量,并且该高温合金真空炉浇注装置结构简单、制作成本较低。
22.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
技术特征:
1.一种高温合金真空炉浇注装置,其特征在于:包括中间包及分流盘,所述中间包的底部与所述分流盘的上端连接,所述中间包上设置有浇注凹槽及浇注通孔,所述分流盘上设置有分流凹槽及若干个分流通孔,所述浇注凹槽通过浇注通孔与所述分流凹槽连通,所述分流凹槽与所述分流通孔连通。2.根据权利要求1所述的高温合金真空炉浇注装置,其特征在于:所述分流凹槽内设置有分流柱,所述分流柱的上端与所述中间包的底部焊接。3.根据权利要求1所述的高温合金真空炉浇注装置,其特征在于:所述浇注凹槽包括第一浇注凹槽、第二浇注凹槽及第三浇注凹槽,所述第二浇注凹槽分别与第一浇注凹槽及第二浇注凹槽连通,所述浇注通孔设置于所述第一浇注凹槽的底部。4.根据权利要求3所述的高温合金真空炉浇注装置,其特征在于:所述第一浇注凹槽的横截面及第三浇注凹槽的横截面均为矩形,所述第一浇注凹槽的横截面积及第三浇注凹槽的横截面积均由上往下依次递增。5.根据权利要求1所述的高温合金真空炉浇注装置,其特征在于:所述中间包的前端与分流盘的前端表面平齐,所述中间包的后端与分流盘的后端表面平齐。6.根据权利要求1所述的高温合金真空炉浇注装置,其特征在于:所述分流通孔的数量为6个,所述分流通孔的横截面及浇注通孔的横截面均为圆形。
技术总结
本实用新型涉及钢铁冶炼技术领域,具体公开了一种高温合金真空炉浇注装置,包括中间包及分流盘,所述中间包的底部与所述分流盘的上端连接,所述中间包上设置有浇注凹槽及浇注通孔,所述分流盘上设置有分流凹槽及若干个分流通孔,所述浇注凹槽通过浇注通孔与所述分流凹槽连通,所述分流凹槽与所述分流通孔连通。本实用新型结构简单、制作成本较低,通过中间包与分流盘依次对钢水进行浇注,能够实现钢水从中间包过渡到分流盘,避免钢化飞溅烫伤工人的现象,安全性好。安全性好。安全性好。
技术研发人员:徐国民 全会峰 刘雄 王玮 郭文香
受保护的技术使用者:广东华鳌合金新材料有限公司
技术研发日:2020.10.20
技术公布日:2021/9/28
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1