一种活塞铸造检出喷码标识系统的制作方法
1.本实用新型涉及活塞铸造技术领域,具体涉及一种活塞铸造检出喷码标识系统。
背景技术:
2.活塞铸造过程包含多项工艺数据要求,如活塞串水冷却时间、模具温度、活塞送丝、冷却水温度。现有铸造过程大多属于开放式,仅对部分工艺参数进行离散测量,例如需要人工抽查监控模具温度、冷却水温度,人工测算串水冷却时间,活塞送丝靠生产人员目测监控。无法对活塞铸造过程进行时时、全面的监控,无法保证铸造过程符合工艺要求,对于活塞铸造结果不能进行自动判断、标识。
技术实现要素:
3.本实用新型针对现有技术中存在的问题,提出了一种可对活塞铸造参数做到全面有效监控的活塞铸造检出系统。
4.本实用新型是通过如下技术方案实现的:
5.提供一种活塞铸造检出喷码标识系统,所述检出系统适用于整个活塞铸造系统,包括浇铸系统感应装置、铸淬系统感应装置、喷码标识机构和plc控制器,所述浇铸系统感应装置、铸淬系统感应装置、喷码标识机构与plc控制器连接。
6.所述浇铸系统感应装置包括依次安装在铸造主机外模机构上的温度传感器,安装在送丝机上的送丝电机编码器,安装在铸造主机本体上的第一行程开关,所述铸淬系统感应装置包括安装在铸造主机外模机构上的第二行程开关、安装在机手上的磁性开关以及安装在冷却水箱上的水温检测传感器,所述温度传感器、送丝电机编码器、第一行程开关、第二形成开关、磁性开关、水温检测传感器均与plc控制器连接。
7.所述喷码识别机构包括第一支架、第二支架和第三支架,所述第一支架上设有柜体,所述柜体内设有染料盒和喷码控制箱,所述第二支架上设有铸淬冷却水箱,所述第三支架上设有下料道,所述铸淬冷却水箱与下料道相连,所述下料道的一侧设有喷码头,所述喷码头与喷码控制箱、染料盒电连接,所述染料盒与喷码头之间连接有输料管。
8.本实用新型的有益效果:所述活塞铸造检出喷码标识系统能保证生产全过程、全工艺流程监控的同时又节约了人工检测的成本,对不合格产品进行喷码标识,避免不合格品流入下工序,保证质量的同时更好的避免了资源浪费。
附图说明
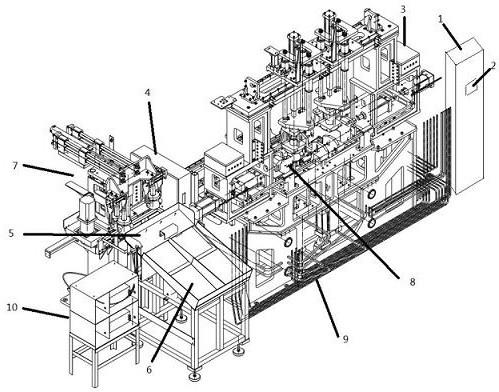
9.图1为本实用新型的整个活塞铸造检出喷码标识系统的立体图;
10.图2为本实用新型的整个活塞铸造检出喷码标识系统的平面图;
11.图3为本实用新型喷码识别装置的结构示意图;
12.图4为本实用新型触摸屏参数设置界面图;
13.图中所示:
14.1、plc控制器,2、触摸屏,3、串水控制柜,4、送丝机,5、冷却水箱,6、下料道,7、机手,8、外模,9、活塞铸造机,10、喷码标识机构,11、染料盒,12、喷码控制箱,13喷码头。
具体实施方式
15.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
16.提供一种活塞铸造检出喷码标识系统,所述检出系统适用于整个活塞铸造系统,所述铸造系统包括浇铸系统感应装置、铸淬系统感应装置、喷码标识机构10和plc控制器1,所述浇铸系统感应装置、铸淬系统感应装置、喷码标识机构10与plc控制器1电连接。
17.所述浇铸系统感应装置包括依次安装在铸造主机外模8机构上的温度传感器,安装在送丝机4上的送丝电机编码器,安装在铸造主机本体上的第一行程开关,所述铸淬系统感应装置包括安装在铸造主机外模8机构上的第二行程开关、安装在机手7上的磁性开关以及安装在铸淬冷却水箱5上的水温检测传感器,所述温度传感器、送丝电机编码器、第一行程开关、第二形成开关、磁性开关、水温检测传感器均与plc控制器1连接。
18.所述喷码标识机构10包括第一支架、第二支架和第三支架,所述第一支架上设有柜体,所述柜体内设有染料盒11和喷码控制箱12,所述第二支架上设有铸淬铸淬冷却水箱5,所述第三支架上设有下料道6,所述铸淬铸淬冷却水箱5与下料道6相连,所述下料道6的一侧设有喷码头13,所述喷码头13与喷码控制箱12、染料盒11电连接,所述染料盒11与喷码头13之间连接有输料管。
19.所述活塞铸造检出喷码标识系统在浇铸阶段需要采集3项工艺参数,分别为:外模8温度、送丝有无、串水冷却时间,其中,需要采集的串水冷却时间的起止点为顶模下到位信号触发开始,顶模上到位信号停止计时;送丝有无主要依据为是否有编码器变化信号,若有编码器变化信号则说明电机转动,进行送丝流程。
20.在铸淬阶段需要采集2项工艺参数,为铸淬铸淬冷却水箱5温度和活塞浇铸完成的,移栽时间是指通过机手7将浇铸成型的活塞移至活塞铸淬铸淬冷却水箱5中所用时间,其中,需要采集的移栽时间的起始点为:外模8开行程开关到位开始计时,机手7前进到铸淬位并在在铸淬位下到位结束计时。
21.所述活塞铸造检出喷码标识系统的工作原理为:
22.在活塞浇铸开始前在plc控制器1的触摸屏2上将冷却、送丝、检出系统有效开关打开,同时对模具串水冷却时间、铸淬时间、模具温度以及铸淬水温度进行设定,设定完成后开始浇铸。整个浇铸过程中,对模具温度、活塞冷却温度、是否送丝、移栽时间、串水时间进行监控,plc将利用内部计时器以及传感器模块进行数据采集,将采集的数据与已设定好的标准工艺数据进行比较,若满足工艺参数,则直接将铸淬完成的活塞放入下料道6,若在浇铸过程中发现有一项数据不满足设定的工艺数据,则机手7将铸淬完的活塞放入下料道6前,喷码标识机构10对不合格活塞进行喷码标识并给出异常报警,然后放入下料道6。
23.本实用新型中的plc控制器的型号为西门子s7
‑
1500。
24.当然,上述说明也并不仅限于上述举例,本实用新型未经描述的技术特征可以通过或采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本实用新型的技术方案并非是对本实用新型的限制,参照优选的实施方式对本实用新型进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本实用新型的实质范围内所
做出的变化、改型、添加或替换都不脱离本实用新型的宗旨,也应属于本实用新型的权利要求保护范围。
技术特征:
1.一种活塞铸造检出喷码标识系统,其特征在于:包括浇铸系统感应装置、铸淬系统感应装置、喷码标识机构和plc控制器(1),所述浇铸系统感应装置、铸淬系统感应装置、喷码标识机构与plc控制器(1)连接;所述浇铸系统感应装置包括安装在铸造主机外模机构上的温度传感器,安装在送丝机(4)上的送丝电机编码器,安装在铸造主机本体上的第一行程开关;所述铸淬系统感应装置包括安装在铸造主机外模机构上的第二行程开关、安装在机手(7)上的磁性开关和安装在铸淬冷却水箱(5)上的水温检测传感器;所述温度传感器、送丝电机编码器、第一行程开关、第二行程开关、磁性开关、水温检测传感器均与plc控制器(1)电连接。2.根据权利要求1所述的活塞铸造检出喷码标识系统,其特征在于:所述喷码标识机构(10)包括第一支架、第二支架和第三支架,所述第一支架上设有柜体,所述柜体内设有染料盒(11)和喷码控制箱(12),所述第二支架上设有铸淬冷却水箱(5),所述第三支架上设有下料道(6),所述铸淬冷却水箱(5)与下料道(6)相连,所述下料道(6)的一侧设有喷码头(13),所述喷码头(13)与喷码控制箱(12)、染料盒(11)连接,所述染料盒(11)与喷码头(13)之间连接有输料管。
技术总结
本实用新型涉及一种活塞铸造检出喷码标识系统,所述检出系统适用于整个活塞铸造系统,包括浇铸系统感应装置、铸淬系统感应装置、喷码标识机构和PLC控制器,所述浇铸系统感应装置、铸淬系统感应装置、喷码标识机构与PLC控制器连接。所述活塞铸造检出系统能保证生产全过程、全工艺流程监控的同时又节约了人工检测的成本,对不合格产品进行喷码标识,避免不合格品流入下工序,保证质量的同时更好的避免了资源浪费。资源浪费。资源浪费。
技术研发人员:庞兆杰 王龙昌 刘鹏飞 孙洪霞 郭全喜 刘曰康 安静 杜雁飞 马梦奇 陈瀚
受保护的技术使用者:滨州博海精工机械有限公司
技术研发日:2020.11.10
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1