一种复杂砂型内部排气芯骨的制作方法
1.本实用新型涉及铸造生产技术领域,具体为一种复杂砂型内部排气芯骨及其操作方法。
背景技术:
2.在传统树脂砂使用木模铸造铸件时,由于铸件结构复杂,铸件中带有的型腔和气道无法在外模制作时一体成型,需使用坭芯来形成当中的形状。坭芯在配箱时靠人工手工落入,需要靠芯骨穿插保证坭芯的强度和刚度。尤其是铸铁小型铸件的坭芯往往具有体积小、数量多、结构复杂的特点。(如气缸盖类铸件)此类坭芯必须在薄弱处放置芯骨,但体积限制导致埋入芯骨后无空间埋通气绳,浇注后期发气量大,排气不畅极易在铸件型腔内部憋气最终在铸件内部和表面产生大量气孔和缩孔导致铸件报废。若放弃芯骨直接用通气绳布置气道,这种方法虽然解决了坭芯发气问题但由于内部气道中空,无芯骨支撑,浇注时铁水容易冲垮砂型最后从缝隙中钻入形成很难清理的铁夹砂加大后道清理难度,严重时还会造成铸件报废,为此我们提供了一种复杂砂型内部排气芯骨及其操作方法。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种复杂砂型内部排气芯骨及其操作方法,解决了上述背景技术中提出的问题。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种复杂砂型内部排气芯骨,包括不锈钢空心钢管,所述不锈钢空心钢管的外部开设有竖直开孔和水平开孔,所述不锈钢空心钢管的内壁上固定连接有加强筋,所述加强筋不与竖直开孔和水平开孔的位置重合,所述不锈钢空心钢管的内部放置有引火线,所述引火线贯穿不锈钢空心钢管的内部。
5.可选的,所述不锈钢空心钢管采用具备一定强度和韧性的空心钢管制作而成,所述不锈钢空心钢管的最小直径大于引火线的直径且能够穿过一道引火线。
6.可选的,所述竖直开孔和水平开孔相间分布,所述竖直开孔和水平开孔相互垂直,所述竖直开孔和水平开孔均匀分布在不锈钢空心钢管的表面。
7.可选的,所述加强筋的数量有四个,所述加强筋位于竖直开孔和水平开孔之间。
8.可选的,所述竖直开孔和水平开孔的表面经过去毛刺处理。
9.一种复杂砂型内部排气芯骨及其操作方法,包括以下步骤:
10.一、根据坭芯的大小选择对应直径和壁厚的不锈钢空心钢管;
11.二、在不锈钢空心钢管的表面加工出竖直开孔和水平开孔,对竖直开孔和水平开孔的表面进行去毛刺处理;
12.三、根据坭芯模具的形状将加工后的不锈钢空心钢管弯曲成相应形状并在其中穿入引火线;
13.四、坭芯落砂,将不锈钢空心钢管埋入其中漏出坭芯头一侧引火线;
14.五、待坭芯砂型硬化后表面均匀涂刷酒精涂料;
15.六、涂料干燥充分附着后点燃引火线形成出气道;
16.七、若点燃时坭芯表面有跑火现象说明涂料没封好,影响使用效果,需在对应位置补刷涂料。
17.本实用新型提供了一种复杂砂型内部排气芯骨及其操作方法,具备以下有益效果:
18.1、该复杂砂型内部排气芯骨及其操作方法,通过选用小口径不锈钢空心钢管充当芯骨基层保证坭芯强度,在不锈钢空心钢管周身钻出竖直开孔和水平开孔利用压力差将坭芯中排出气体引入不锈钢空心钢管的内部,再从坭芯头处引出,使用此种芯骨在造型前还需要在钢管内部预埋一道引火线,防止坭芯在填砂时砂子从竖直开孔和水平开孔进入钢管内部堵塞气道,砂型硬化后点燃引火线即可形成气道,本实用新型操作简单,效率高,既可以保证坭芯的强度又可以同时保证其排气,适合大多数制芯生产,尤其适用于铸件结构复杂、坭芯多样的情况。
19.2、该复杂砂型内部排气芯骨及其操作方法,通过在不锈钢空心钢管的内部设置加强筋能够增加不锈钢空心钢管的结构强度和韧性,能够防止不锈钢空心钢管在弯折的过程中发生断裂,保证了不锈钢空心钢管的正常使用。
附图说明
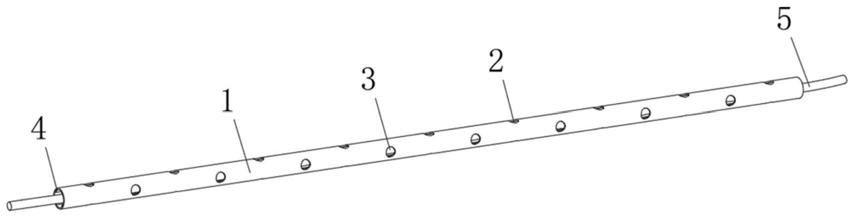
20.图1为本实用新型结构示意图;
21.图2为本实用新型不锈钢空心钢管打孔位置示意图;
22.图3为本实用新型内部引火线布置的结构示意图;
23.图4为本实用新型左侧立面的结构示意图;
24.图5为本实用新型工艺流程图。
25.图中:1、不锈钢空心钢管;2、竖直开孔;3、水平开孔;4、加强筋;5、引火线。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
27.请参阅图1至图5,本实用新型提供一种技术方案:一种复杂砂型内部排气芯骨,包括不锈钢空心钢管1,不锈钢空心钢管1采用具备一定强度和韧性的空心钢管制作而成,不锈钢空心钢管1的最小直径大于引火线5的直径且能够穿过一道引火线5,不锈钢空心钢管1的外部开设有竖直开孔2和水平开孔3,通过在不锈钢空心钢管1的表面开设竖直开孔2和水平开孔3筑出坭芯与芯骨间的排气通道,将芯骨和通气绳合二为一,强化芯骨作用,其次在坭芯中埋入的不锈钢空心钢管1又顶替芯骨加强坭芯的强度和刚度,比之传统方法不仅简介省力,而且操作也更加方便快捷,尤其适用于铸铁结构较复杂的小件,竖直开孔2和水平开孔3相间分布,竖直开孔2和水平开孔3相互垂直,竖直开孔2和水平开孔3均匀分布在不锈钢空心钢管1的表面,竖直开孔2和水平开孔3的表面经过去毛刺处理,不锈钢空心钢管1的内壁上固定连接有加强筋4,通过在不锈钢空心钢管1的内部设置加强筋4能够增加不锈钢
空心钢管1的结构强度和韧性,能够防止不锈钢空心钢管1在弯折的过程中发生断裂,保证了不锈钢空心钢管1的正常使用,加强筋4不与竖直开孔2和水平开孔3的位置重合,加强筋4的数量有四个,加强筋4位于竖直开孔2和水平开孔3之间,不锈钢空心钢管1的内部放置有引火线5,引火线5贯穿不锈钢空心钢管1的内部,通过在不锈钢空心钢管1的内部设置引火线5,能够避免填砂时砂子从竖直开孔2和水平开孔3进入钢管内部堵塞气道,砂型硬化后点燃火线即可形成气道,有利于保证不锈钢空心钢管1内部的畅通。
28.一种复杂砂型内部排气芯骨及其操作方法,包括以下步骤:
29.一、根据坭芯的大小选择对应直径和壁厚的不锈钢空心钢管1;
30.二、在不锈钢空心钢管1的表面加工出竖直开孔2和水平开孔3,对竖直开孔2和水平开孔3的表面进行去毛刺处理;
31.三、根据坭芯模具的形状将加工后的不锈钢空心钢管1弯曲成相应形状并在其中穿入引火线5;
32.四、坭芯落砂,将不锈钢空心钢管1埋入其中漏出坭芯头一侧引火线5;
33.五、待坭芯砂型硬化后表面均匀涂刷酒精涂料;
34.六、涂料干燥充分附着后点燃引火线5形成出气道;
35.七、若点燃时坭芯表面有跑火现象说明涂料没封好,影响使用效果,需在对应位置补刷涂料。
36.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种复杂砂型内部排气芯骨,包括不锈钢空心钢管(1),其特征在于:所述不锈钢空心钢管(1)的外部开设有竖直开孔(2)和水平开孔(3),所述不锈钢空心钢管(1)的内壁上固定连接有加强筋(4),所述加强筋(4)不与竖直开孔(2)和水平开孔(3)的位置重合,所述不锈钢空心钢管(1)的内部放置有引火线(5),所述引火线(5)贯穿不锈钢空心钢管(1)的内部。2.根据权利要求1所述的一种复杂砂型内部排气芯骨,其特征在于:所述不锈钢空心钢管(1)采用具备一定强度和韧性的空心钢管制作而成,所述不锈钢空心钢管(1)的最小直径大于引火线(5)的直径且能够穿过一道引火线(5)。3.根据权利要求1所述的一种复杂砂型内部排气芯骨,其特征在于:所述竖直开孔(2)和水平开孔(3)相间分布,所述竖直开孔(2)和水平开孔(3)相互垂直,所述竖直开孔(2)和水平开孔(3)均匀分布在不锈钢空心钢管(1)的表面。4.根据权利要求1所述的一种复杂砂型内部排气芯骨,其特征在于:所述加强筋(4)的数量有四个,所述加强筋(4)位于竖直开孔(2)和水平开孔(3)之间。5.根据权利要求1所述的一种复杂砂型内部排气芯骨,其特征在于:所述竖直开孔(2)和水平开孔(3)的表面经过去毛刺处理。
技术总结
本实用新型公开了一种复杂砂型内部排气芯骨,涉及铸造生产技术领域,具体为一种复杂砂型内部排气芯骨,包括不锈钢空心钢管,所述不锈钢空心钢管的外部开设有竖直开孔和水平开孔,所述不锈钢空心钢管的内壁上固定连接有加强筋,所述加强筋不与竖直开孔和水平开孔的位置重合,所述不锈钢空心钢管的内部放置有引火线。通过选用小口径不锈钢空心钢管充当芯骨基层保证坭芯强度,在不锈钢空心钢管周身钻出竖直开孔和水平开孔利用压力差将坭芯中排出气体引入不锈钢空心钢管的内部,再从坭芯头处引出,砂型硬化后点燃引火线即可形成气道,既可以保证坭芯的强度又可以同时保证其排气。可以保证坭芯的强度又可以同时保证其排气。可以保证坭芯的强度又可以同时保证其排气。
技术研发人员:吴佳伟 郑桦玲 柏林 牟乃健
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:2020.11.27
技术公布日:2022/2/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1