一种不吸磁零件小平面磨专用装夹机构的制作方法
1.本实用新型涉及装夹机构技术领域,具体为一种不吸磁零件小平面磨专用装夹机构。
背景技术:
2.目前不吸磁工件若直接用传统做法研磨时受力不均衡,放置在磁台时放不平,造成工件平行度无法保证而导致产品报废,为了避免因零件不方便装夹而导致的研磨面倾斜,而使零件报废,我们提出了一种不吸磁零件小平面磨专用装夹机构。
技术实现要素:
3.针对现有技术存在的上述不足,本实用新型提供了一种不吸磁零件小平面磨专用装夹机构。
4.本实用新型提供如下技术方案:一种不吸磁零件小平面磨专用装夹机构,包括模板,所述模板的顶部开设有多个避位槽,且避位槽的两侧均开设有多个定位槽,所述定位槽内放置有不吸磁零件;
5.所述避位槽内开设有多个螺纹孔,所述模板顶部的避位槽内部放置有压板,所述压板呈t形,且压板的两端开设有定位孔,且压板上的定位孔与不吸磁零件接触,且不吸磁零件的端面从压板上的定位孔延伸出,且压板的中部安装有紧固螺丝,所述压板通过紧固螺丝与避位槽内的螺纹孔连接。
6.优选的,所述压板压紧不吸磁零件时,不吸磁零件的端面高于压板端面0.2mm。
7.优选的,所述压板上的定位孔直径与不吸磁零件的端面直径相同。
8.优选的,所述定位槽3根据不吸磁零件4的底端形状设计,且两者之间的间隙只有0.02mm。
9.与现有技术对比,本实用新型具备以下有益效果:
10.该不吸磁零件小平面磨专用装夹机构,将不吸磁零件轻轻插入模板上的定位槽中,并将压板安装在模板上,利用压板对不吸磁零件压紧,并使不吸磁零件端面露出0.2mm,最后用紧固螺丝锁紧压板,最后放到平面磁台进行加工研磨,使用该机构可以避免因零件不方便装夹导致的研磨面倾斜,减少零件报废,提高产能,做到轻松高效。
附图说明
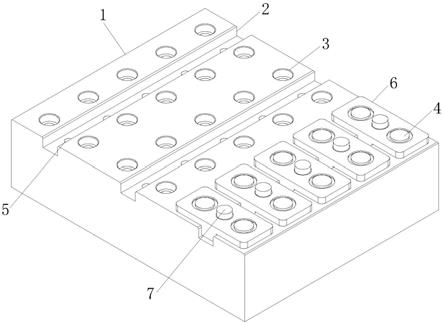
11.图1为本实用新型结构示意图;
12.图2为本实用新型图1的拆分结构示意图。
13.图中:1、模板;2、避位槽;3、定位槽;4、不吸磁零件;5、螺纹孔;6、压板;7、紧固螺丝。
具体实施方式
14.为了使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述,为了保持本公开实施例的以下说明清楚且简明,本公开省略了已知功能和已知部件的详细说明,以避免不必要地混淆本实用新型的概念。
15.请参阅图1
‑
2,一种不吸磁零件小平面磨专用装夹机构,包括模板1,模板1的顶部开设有多个避位槽2,且避位槽2的两侧均开设有多个定位槽3,定位槽3内放置有不吸磁零件4,避位槽2内开设有多个螺纹孔5,模板1顶部的避位槽2内部放置有压板6,压板6呈t形,且压板6的两端开设有定位孔,且压板6上的定位孔与不吸磁零件4接触,且不吸磁零件4的端面从压板6上的定位孔延伸出,且压板6的中部安装有紧固螺丝7,压板6通过紧固螺丝7与避位槽2内的螺纹孔5连接,将不吸磁零件轻轻插入模板1上的定位槽3中,并将压板6安装在模板1上,利用压板6对不吸磁零件压紧,并使不吸磁零件端面露出0.2mm,最后用紧固螺丝7锁紧压板6,最后放到平面磁台进行加工研磨。
16.压板6压紧不吸磁零件4时,不吸磁零件4的端面高于压板6端面0.2mm。
17.压板6上的定位孔直径与不吸磁零件4的端面直径相同,如此压板6压紧不吸磁零件4,可使不吸磁零件4的端面露出,且避免不吸磁零件4晃动。
18.定位槽3根据不吸磁零件4的底端形状设计,且两者之间的间隙只有0.02mm,如此不吸磁零件4插在定位槽3内,不吸磁零件4难以在定位槽3内晃动,增加稳定。
19.以上实施例仅为本实用新型的示例性实施例,不用于限制本实用新型,本实用新型的保护范围由权利要求书限定。本领域技术人员可以在本实用新型的实质和保护范围内,对本实用新型做出各种修改或等同替换,这种修改或等同替换也应视为落在本实用新型的保护范围内。
技术特征:
1.一种不吸磁零件小平面磨专用装夹机构,包括模板(1),其特征在于:所述模板(1)的顶部开设有多个避位槽(2),且避位槽(2)的两侧均开设有多个定位槽(3),所述定位槽(3)内放置有不吸磁零件(4);所述避位槽(2)内开设有多个螺纹孔(5),所述模板(1)顶部的避位槽(2)内部放置有压板(6),所述压板(6)呈t形,且压板(6)的两端开设有定位孔,且压板(6)上的定位孔与不吸磁零件(4)接触,且不吸磁零件(4)的端面从压板(6)上的定位孔延伸出,且压板(6)的中部安装有紧固螺丝(7),所述压板(6)通过紧固螺丝(7)与避位槽(2)内的螺纹孔(5)连接。2.根据权利要求1所述的一种不吸磁零件小平面磨专用装夹机构,其特征在于:所述压板(6)压紧不吸磁零件(4)时,且不吸磁零件(4)的端面高于压板(6)端面0.2mm。3.根据权利要求1所述的一种不吸磁零件小平面磨专用装夹机构,其特征在于:所述压板(6)上的定位孔直径与不吸磁零件(4)的端面直径相同。4.根据权利要求1所述的一种不吸磁零件小平面磨专用装夹机构,其特征在于:所述定位槽(3)根据不吸磁零件(4)的底端形状设计,且两者之间的间隙只有0.02mm。
技术总结
本实用新型涉及装夹机构技术领域,且公开了一种不吸磁零件小平面磨专用装夹机构,包括模板,所述模板的顶部开设有多个避位槽,且避位槽的两侧均开设有多个定位槽,所述定位槽内放置有不吸磁零件;所述避位槽内开设有多个螺纹孔,所述模板顶部的避位槽内部放置有压板,所述压板呈T形。该不吸磁零件小平面磨专用装夹机构,将不吸磁零件轻轻插入模板上的定位槽中,并将压板安装在模板上,利用压板对不吸磁零件压紧,并使不吸磁零件端面露出0.2mm,最后用紧固螺丝锁紧压板,最后放到平面磁台进行加工研磨,使用该机构可以避免因零件不方便装夹导致的研磨面倾斜,减少零件报废,提高产能,做到轻松高效。到轻松高效。到轻松高效。
技术研发人员:尉鵬瑞
受保护的技术使用者:苏州丰航精密金属有限公司
技术研发日:2020.12.10
技术公布日:2021/9/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1