一种热处理炉充入惰性气体保护工件系统的制作方法
1.本实用新型涉及热处理设备技术领域,尤其是一种热处理炉充入惰性气体保护工件系统。
背景技术:
2.热处理是指材料在固态下,通过加热、保温和冷却的手段,以获得预期组织和性能的一种金属热加工工艺。热处理可改善金属工件的力学性能、物理性能和化学性能,热处理工艺需要用到热处理炉。金属工件在热处理炉内高温加热的过程中,金属工件的表层因接触空气中的氧气而被氧化,会产生大量的氧化皮,造成金属材料的浪费,同时,也会因金属工件表层被氧化而使金属工件的尺寸发生改变,并影响金属工件的内在质量。
技术实现要素:
3.针对上述现有技术中存在的问题,本发明提供一种热处理炉充入惰性气体保护工件系统,使热处理炉内的金属工件处于惰性气体保护氛围,避免工件因高温加热产生氧化变质。
4.本实用新型采用的技术方案如下:一种热处理炉充入惰性气体保护工件系统,包括炉体、用于输送工件的台车、布置在炉体内的电加热器件,在炉体的顶壁分布有多个吹气孔,所述吹气孔对接有输气管道,输气管道连接有供气装置,在炉体内还设置有保护气体浓度检测仪,所述保护气体浓度检测仪与设置在炉体外的供气自动控制设备信号连接,所述供气自动控制设备根据保护气体浓度检测仪反馈信号控制供气装置的启停。
5.进一步地,所述保护气体浓度检测仪设置在炉体内的工件区。
6.进一步地,输气管道包括均匀布置在炉体顶部的输气支管以及与各输气支管连通的输气总管,在输气支管上设有与炉体顶壁吹气孔对接的开孔。
7.本实用新型的热处理炉充入惰性气体保护工件系统,由输气管道从炉体顶部向炉膛内充入保护气体(如氩气、氮气等),使金属工件在高温加热过程中处于惰性气体保护气氛中,避免因接触空气而发生氧化变质;炉体顶部均匀布置的输气管道以及吹气孔,使充入炉体内的保护气体分布均匀,保护气体自上吹下,从输送工件的台车狭缝处溢出,可排除炉体内空气;通过设置保护气体浓度检测仪,可实时监测炉体内保护气体浓度并反馈信号至供气自动控制设备,由供气自动控制设备控制供气装置启停,当保护气体浓度达到设定值时,供气自动控制设备根据气体浓度反馈信号关闭供气装置停止充气,当保护气体浓度低于设定值时,供气自动控制设备根据气体浓度反馈信号开启供气装置继续充气,由此,避免了供气设备持续不断充气而导致炉体内热量的损失。
附图说明
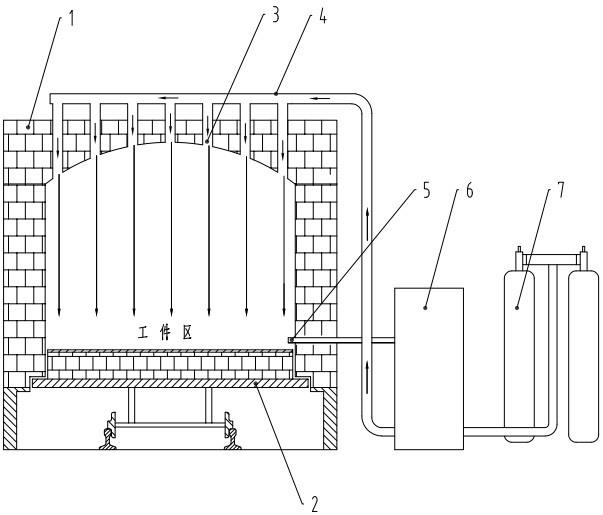
8.图1是本实用新型的整体结构示意图。
9.图2是炉体俯视角度示意图。
具体实施方式
10.为了便于理解本实用新型,下文将结合说明书附图和较佳的实施例对本实用新型作更全面、细致地描述,但本实用新型的保护范围并不限于以下具体的实施例。
11.如图1、图2所示,本实施例的一种热处理炉充入惰性气体保护工件系统,包括炉体1、用于输送工件的台车2、布置在炉体内的电加热器件,在炉体1的顶壁分布有多个吹气孔3,所述吹气孔3对接有输气管道4,输气管道4包括均匀布置在炉体1顶部的输气支管41以及与各输气支管41连通的输气总管42,在输气支管41上设有与炉体顶壁吹气孔3对接的开孔,输气总管42连接供气装置7,在炉体内还设置有保护气体浓度检测仪5,保护气体浓度检测仪5设置在炉体内的工件区,保护气体浓度检测仪5与设置在炉体外的供气自动控制设备6信号连接,所述供气自动控制设备6根据保护气体浓度检测仪5反馈信号控制供气装置7的启停。
12.本实用新型的热处理炉充入惰性气体保护工件系统,由输气管道从炉体顶部向炉膛内充入保护气体(如氩气、氮气等),使金属工件在高温加热过程中处于惰性气体保护气氛中,避免因接触空气而发生氧化变质;炉体顶部均匀布置的输气管道以及吹气孔,使充入炉体内的保护气体分布均匀,保护气体自上吹下,从输送工件的台车狭缝处溢出,可排除炉体内空气;通过设置保护气体浓度检测仪,可实时监测炉体内保护气体浓度并反馈信号至供气自动控制设备,由供气自动控制设备控制供气装置启停,当保护气体浓度达到设定值时,供气自动控制设备根据气体浓度反馈信号关闭供气装置停止充气,当保护气体浓度低于设定值时,供气自动控制设备根据气体浓度反馈信号开启供气装置继续充气,由此,避免了供气设备持续不断充气而导致炉体内热量的损失。
13.在前述说明书与相关附图中存在的教导的帮助下,本实用新型所属领域的技术人员将会想到本实用新型的许多修改和其它实施方案。因此,要理解的是,本实用新型不限于公开的具体实施方案,修改和其它实施方案被认为包括在所附权利要求的范围内。尽管本文中使用了特定术语,它们仅以一般和描述性意义使用,而不用于限制。
技术特征:
1.一种热处理炉充入惰性气体保护工件系统,包括炉体、用于输送工件的台车、布置在炉体内的电加热器件,其特征在于:在炉体的顶壁分布有多个吹气孔,所述吹气孔对接有输气管道,输气管道连接有供气装置,在炉体内还设置有保护气体浓度检测仪,所述保护气体浓度检测仪与设置在炉体外的供气自动控制设备信号连接,所述供气自动控制设备根据保护气体浓度检测仪反馈信号控制供气装置的启停。2.如权利要求1所述的一种热处理炉充入惰性气体保护工件系统,其特征在于:所述保护气体浓度检测仪设置在炉体内的工件区。3.如权利要求1所述的一种热处理炉充入惰性气体保护工件系统,其特征在于:输气管道包括均匀布置在炉体顶部的输气支管以及与各输气支管连通的输气总管,在输气支管上设有与炉体顶壁吹气孔对接的开孔。
技术总结
本实用新型公开了一种热处理炉充入惰性气体保护工件系统,包括炉体、用于输送工件的台车、布置在炉体内的电加热器件,在炉体的顶壁分布有多个吹气孔,所述吹气孔对接有输气管道,输气管道连接有供气装置,在炉体内还设置有保护气体浓度检测仪,所述保护气体浓度检测仪与设置在炉体外的供气自动控制设备信号连接,所述供气自动控制设备根据保护气体浓度检测仪反馈信号控制供气装置的启停。本实用新型通过向炉膛内充入保护气体,使金属工件在高温加热过程中处于保护气体氛围中,避免因接触空气而发生氧化变质;通过设置保护气体浓度检测仪,并由供气自动控制设备控制供气装置启停,避免了供气设备持续不断充气而导致炉体内热量的损失。量的损失。量的损失。
技术研发人员:张君
受保护的技术使用者:湘潭和鑫盛新材料有限公司
技术研发日:2020.12.31
技术公布日:2021/9/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1