一种整体式高齿散热齿压铸模具结构的制作方法
1.本实用新型涉及压铸模具技术领域,具体涉及一种整体式高齿散热齿压铸模具结构。
背景技术:
2.散热齿压铸模传统设计一般为整体加工,只能通过电火花加工成型,针对高齿和薄齿则无法实现,难点如下:1.散热齿太高且薄,电极加工比较困难;2.放电时间长;3.放电后抛光困难;4.由于散热齿槽光洁度得不到保证,生产过程中脱模困难。
3.授权公告号为cn204247931u的实用新型专利公开了一种压铸式模具,包括模仁以及若干散热镶件,散热镶件为片状,底部设有燕尾槽,若干散热镶件并在一起,构成镶件组,此实用新型专利在很大程度上解决了散热齿模具电极加工困难、放电时间长以及散热齿槽光洁度的问题,但由于其是多个镶件相拼而成,在使用过程中,不如整体式的模具简单方便,且散热齿大多为斜齿,无法做到多个镶拼,导致铸造精度不易保证。
技术实现要素:
4.针对上述问题,本实用新型提供了一种整体式高齿散热齿压铸模具结构,通过慢走丝线切割加工成型,表面光洁度良好,便于脱模和保证铸造产品质量,且模具为整体式结构,便于操作使用,可靠性好,使用寿命长。
5.本实用新型的一种压铸模具散热齿结构,一种整体式高齿散热齿压铸模具结构,包括外模芯、内模芯,其特征在于:所述内模芯为矩形,其上设有沿其中心线左右对称且均匀分布的散热齿槽,该散热齿槽由上至下贯穿所述内模芯;所述散热齿槽包括外延伸齿槽、内延伸齿槽、直齿槽及斜齿槽四种,其中,所述外延伸齿槽及内延伸齿槽均包括直段和倾斜段,其倾斜段相互平行与内模芯侧边成预定夹角,直段垂直于内模芯上边;所述外延伸齿槽直段与内模芯上边相接,倾斜段向外延伸至所述内模芯侧边,所述内延伸齿槽直段与所述内模芯下边相接,倾斜段向内延伸至所述内模芯中心线;所述直齿槽设于所述内延伸齿槽直段内侧,所述斜齿槽设于所述外延伸齿槽、内延伸齿槽的倾斜段之间,且平行于所述外延伸齿槽、内延伸齿槽的倾斜段;所述外延伸齿槽、内延伸齿槽直段端部均与所述内模芯上边或下边贯通,所述直齿槽端部与所述内模芯下边贯通。
6.进一步的,所述外延伸齿槽、内延伸齿槽直段与倾斜段夹角为130
°
~170
°
。
7.进一步的,所述外延伸齿槽、内延伸齿槽、直齿槽均为线切割齿槽。
8.本实用新型的有益效果:压铸模具模芯分为内模芯和外模芯,散热齿槽在深度上贯通内模芯,一端与内模芯上、下边贯通,通过慢走丝线切割加工,线切割表面光洁度好,可以免抛光,减少模具的生产工序;内模芯为一个整体,取消了传统的镶块结构,使用寿命长,脱模方便,压铸生产过程中,出现靶模后能快速对模具进行维护。
附图说明
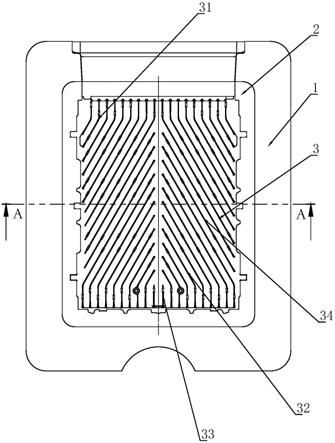
9.图1是整体式高齿散热齿压铸模具结构示意图。
10.图2是图1的a
‑
a剖视图。
具体实施方式
11.下面结合具体实施例及附图来进一步详细说明本实用新型。
12.一种如图1至图2所示的整体式高齿散热齿压铸模具结构,包括外模芯1、内模芯2,其特征在于:所述内模芯2为矩形,其上设有沿其中心线左右对称且均匀分布的散热齿槽3,该散热齿槽3由上至下贯穿所述内模芯2,且其深度为85mm;所述散热齿槽3包括外延伸齿槽31、内延伸齿槽32、直齿槽33及斜齿槽34四种,其中,所述外延伸齿槽31及内延伸齿槽32均包括直段和倾斜段,其倾斜段相互平行与内模芯2侧边成预定夹角,直段垂直于内模芯2上边;所述外延伸齿槽31直段与内模芯2上边相接,倾斜段向外延伸至所述内模芯2侧边,所述内延伸齿槽32直段与所述内模芯2下边相接,倾斜段向内延伸至所述内模芯2中心线;所述直齿槽33设于所述内延伸齿槽32直段内侧,所述斜齿槽34设于所述外延伸齿槽31、内延伸齿槽32的倾斜段之间,且平行于所述外延伸齿槽31、内延伸齿槽32的倾斜段;所述外延伸齿槽31、内延伸齿槽32直段端部均与所述内模芯2上边或下边贯通,所述直齿槽33端部与所述内模芯2下边贯通。
13.进一步的,所述外延伸齿槽31、内延伸齿槽32直段与倾斜段夹角为150
°
。
14.进一步的,所述外延伸齿槽31、内延伸齿槽32、直齿槽33均为线切割齿槽。
15.本实用新型的散热齿压铸模具,齿高85mm,齿厚1.3mm,其上的外延伸齿槽31、内延伸齿槽32、直齿槽33、斜齿槽34均匀排列,贯穿内模芯2的厚度,其中外延伸齿槽31、内延伸齿槽32、直齿槽33均与内模芯2的边贯通,因此,可以通过线切割的方式进行加工,线切割表面粗糙度好,因此外延伸齿槽31、内延伸齿槽32、直齿槽33可以免抛光,因此,除两条斜齿槽34由于没有与内模芯2的边贯通,因此只能通过电火花加工外,其余齿槽都可以通过线切割的方式进行加工,线切割加工表面粗糙度好,可以免抛光,避免了整体通过电火花加工的电机加工难、放点时间长,抛光面积大,抛光加工困难的问题,极大的提高了高齿散热齿模具的加工效率及成品质量,保证了铸造出来的产品的精度。且散热齿槽3的排列结构,使内模芯2成为一个整体式结构,使用方便,在压铸生产过程中,出现靶模后能快速对模具进行维护,整体式模具使用、操作简单,使用寿命长,且易脱模。
16.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种整体式高齿散热齿压铸模具结构,包括外模芯(1)、内模芯(2),其特征在于:所述内模芯(2)为矩形,其上设有沿其中心线左右对称且均匀分布的散热齿槽(3),该散热齿槽(3)由上至下贯穿所述内模芯(2);所述散热齿槽(3)包括外延伸齿槽(31)、内延伸齿槽(32)、直齿槽(33)及斜齿槽(34)四种,其中,所述外延伸齿槽(31)及内延伸齿槽(32)均包括直段和倾斜段,其倾斜段相互平行与内模芯(2)侧边成预定夹角、直段垂直于内模芯(2)上边;所述外延伸齿槽(31)直段与内模芯(2)上边相接,倾斜段向外延伸至所述内模芯(2)侧边,所述内延伸齿槽(32)直段与所述内模芯(2)下边相接,倾斜段向内延伸至所述内模芯(2)中心线;所述直齿槽(33)设于所述内延伸齿槽(32)直段内侧,所述斜齿槽(34)设于所述外延伸齿槽(31)、内延伸齿槽(32)的倾斜段之间,且平行于所述外延伸齿槽(31)、内延伸齿槽(32)的倾斜段;所述外延伸齿槽(31)、内延伸齿槽(32)直段端部均与所述内模芯(2)上边或下边贯通,所述直齿槽(33)端部与所述内模芯(2)下边贯通。2.按照权利要求1所述的一种整体式高齿散热齿压铸模具结构,其特征在于:所述外延伸齿槽(31)、内延伸齿槽(32)直段与倾斜段夹角为130
°
~170
°
。3.按照权利要求1所述的一种整体式高齿散热齿压铸模具结构,其特征在于:所述外延伸齿槽(31)、内延伸齿槽(32)、直齿槽(33)均为线切割齿槽。
技术总结
本实用新型涉及一种整体式高齿散热齿压铸模具结构,包括外模芯、内模芯,述内模芯为矩形,其上设有散热齿槽,该散热齿槽贯穿内模芯,包括外延伸齿槽、内延伸齿槽、直齿槽及斜齿槽四种,均相互平行,外延伸齿槽及内延伸齿槽均包括直段和倾斜段,其倾斜段相互平行与内模芯侧边成预定夹角,直段垂直于内模芯上边;直齿槽设于内延伸齿槽直段内侧,斜齿槽设于外延伸齿槽、内延伸齿槽之间;外延伸齿槽、内延伸齿槽、直齿槽均具有与内模芯上边或下边贯通的端部。本实用新型的散热齿槽,通过慢走丝线切割加工,切割表面光洁度好,可以免抛光,减少模具的生产工序;内模芯为一个整体,取消了传统的镶块结构,使用寿命长,脱模方便。脱模方便。脱模方便。
技术研发人员:雷大俊
受保护的技术使用者:重庆广澄模具有限责任公司
技术研发日:2020.12.30
技术公布日:2021/10/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1