涡电流式减速装置用转子的制作方法
1.本发明涉及转子,更详细而言,涉及涡电流式减速装置(缓速器)中使用的、涡电流式减速装置用转子。
背景技术:
2.公交车、卡车等大型车辆具备脚踏式制动器、排气制动器等制动装置。在最近的大型车辆中还出现了具备涡电流式减速装置的车辆。涡电流式减速装置也被称为缓速器。例如,在陡峭的长下坡等上行驶的情况,即,即使组合使用发动机制动器、排气制动器也难以降低大型车辆的行驶速度的情况下,运转涡电流式减速装置。通过使涡电流式减速装置运转,能够进一步提高制动力,有效地降低大型车辆的行驶速度。
3.涡电流式减速装置存在使用电磁石的类型和使用永久磁石的类型。使用了永久磁石的涡电流式减速装置具备转子和容纳在转子中的定子。转子例如具备:圆筒部(鼓)、用于将转子固定至传动轴的圆环状的轮部以及连接圆筒部与轮部的多个臂部。定子具备:圆筒体、极性不同的两种类型的多个永久磁石以及多个极片。极性不同的多个永久磁石沿圆周方向交替排列在圆筒体的外圆周面上。极片配置在转子的圆筒部的内圆周面与永久磁石之间。定子中,安装有多个永久磁石的圆筒体与多个极片分别独立,可绕圆筒体的轴旋转。
4.制动时,即,在使涡电流式减速装置运转的情况下,定子的永久磁石的磁通介由极片到达转子,在永久磁石与转子的圆筒部之间形成磁路。此时,在转子的圆筒部产生涡电流。洛伦兹力随着涡电流的产生而产生。该洛伦兹力成为制动力矩,赋予大型车辆制动力。另一方面,非制动时,即,停止涡电流式减速装置的动作的情况下,永久磁石与极片的相对位置发生偏移,使永久磁石的磁通不能到达转子。该情况下,在永久磁石与转子的圆筒部之间未形成磁路。因此,转子的圆筒部不会产生涡电流,也不会产生制动力。通过以上的动作,涡电流式减速装置在制动动作和非制动动作(停止)之间切换。
5.然而,制动力取决于制动时转子的圆筒部产生的涡电流量。因此,优选制动时转子的圆筒部产生的涡电流量较大的。为了使制动时产生的涡电流量增加,优选转子的圆筒部的电阻较低的。
6.此外,制动期间,转子通过与涡电流一起产生的焦耳热进行加热。另一方面,涡电流式减速装置的非制动期间,转子通过形成在圆筒部的外圆周面上的多个冷却翅片被快速冷却(空冷)。即,转子通过制动和非制动的重复而加载有热循环。因此,涡电流式减速装置用转子不仅要求较低的电阻,而且要求较高的高温强度。
7.日本特开平8
‑
49041号公报(专利文献1)公开了,在涡电流式减速装置用转子中降低电阻的同时,获得较高的高温强度的技术。
8.专利文献1中记载的涡电流式减速装置用转子材料以质量%计含有,c:0.05~0.15%、si:0.10~0.40%、mn:0.5~1.0%、p:0.05%以下、ni:0.50%以下、mo:0.2~1.0%、nb:0.01~0.03%、v:0.03~0.07%、b:0.0005~0.003%、sol.al:0.02~0.09%、n:0.01%以下,剩余部分实际上包含fe。该文献中,通过使作为提高电阻的元素的p、ni、mn的
含量降低,来降低转子材料的电阻。此外,通过含有b,来提高转子材料的高温强度。
9.现有技术文献
10.专利文献
11.专利文献1:日本特开平8
‑
49041号公报
技术实现要素:
12.发明所解决的技术问题
13.然而,如上所述,转子由于涡电流式减速装置的制动和非制动的重复而负荷有热循环。如果涡电流式减速装置的累积运转时间变长,则转子负荷的热循环也变多,转子保持高温的累积时间也变长。因此,转子的高温强度可能随着涡电流式减速装置的累积运转时间增加而降低。优选即使涡电流式减速装置的累积运转时间变长,也能够尽可能保持转子的高温强度的转子。
14.本发明的目的是提供具有较低的电阻和较高的高温强度,并且能够抑制涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低的、涡电流式减速装置用转子。
15.解决问题的技术手段
16.基于本发明的涡电流式减速装置用转子具备圆筒部,
17.所述圆筒部的化学组成以质量%计而包含:
18.c:0.05~0.15%、
19.si:0.10~0.40%、
20.mn:0.50~1.00%、
21.p:0.030%以下、
22.s:0.030%以下、
23.mo:0.20~1.00%、
24.nb:0.020~0.060%、
25.v:0.040~0.080%、
26.sol.al:0.030~0.100%、
27.b:0.0005~0.0050%、
28.n:0.003~0.010%、
29.cu:0~0.20%、
30.ni:0~0.20%、
31.cr:0~0.10%、和
32.剩余部分:fe和杂质,
33.显微组织中的马氏体和贝氏体的总面积率超过95.0%,
34.等效圆直径为100~500nm的碳化物的数密度为0.35~0.75个/μm2。
35.发明效果
36.基于本发明的涡电流式减速装置用转子具有较低的电阻和较高的高温强度,并且能够抑制涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低。
附图说明
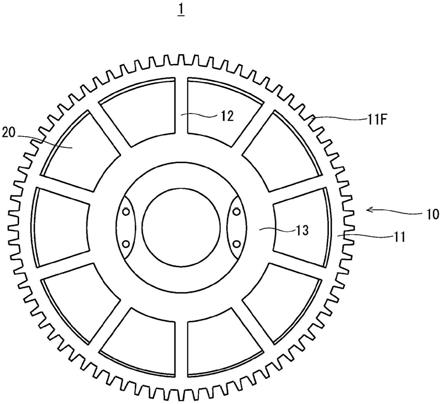
37.[图1]图1是适用本实施方式的涡电流式减速装置用转子的涡电流式减速装置的正视图。
[0038]
[图2]图2是将图1表示的涡电流式减速装置固定在传动轴上时,涡电流式减速装置的、传动轴的轴方向的截面图。
[0039]
[图3]图3是非制动时的涡电流式减速装置的与轴方向垂直的截面图(径方向的截面图)。
[0040]
[图4]图4是制动时的涡电流式减速装置的与轴方向垂直的截面图(径方向的截面图)。
具体实施方式
[0041]
本发明人等对能够使得涡电流式减速装置用转子具有较低的电阻和较高的高温强度,并且能够抑制涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低的手段进行了调查和研究。
[0042]
本发明人等以将化学组成以质量%计包含c:0.05~0.15%、si:0.10~0.40%、mn:0.50~1.00%、p:0.030%以下、s:0.030%以下、mo:0.20~1.00%、nb:0.020~0.060%、v:0.040~0.080%、sol.al:0.030~0.100%、b:0.0005~0.0050%、n:0.003~0.010%、cu:0~0.20%、ni:0~0.20%、cr:0~0.10%和剩余部分:fe和杂质、并且实施了淬火和回火的钢材作为转子,调查了电阻和650℃下的抗拉强度ts0(mpa)。此外,还模拟涡电流式减速装置的累积运转时间变长的情况下的高温强度,实施了高温保持试验。在高温保持试验中,将具有上述的化学组成的钢材在650℃下保持300小时。求出保持后的钢材在650℃下的抗拉强度ts1(mpa)。并且,将抗拉强度ts0与抗拉强度ts1的差定义为抗拉强度差δts(mpa)。调查的结果,如果是具有上述的化学组成的钢材,即使能够将电阻抑制在较低水平,也存在650℃下的抗拉强度ts0与高温保持试验后的抗拉强度ts1的抗拉强度差δts变大,随着累积运转时间的增加而引起的高温强度的降低变大的情况。
[0043]
因此,本发明人等对涡电流式减速装置的累积运转时间变长时高温强度降低的机理进行了研究。以往的转子,在热锻后实施淬火和回火,通过以淬火而引入的位错密度来提高高温强度。该情况下,在涡电流式减速装置的运转初期,可通过位错,在650℃下也保持较高的抗拉强度。然而,随着涡电流式减速装置的累积运转时间变长,转子的高温保持时间变长,转子中的位错密度显著降低。因此,可以认为,在通过位错密度确保涡电流式减速装置用转子的高温强度的情况下,随着涡电流式减速装置的累积运转时间变长,高温强度会降低。
[0044]
因此,本发明人等对以下方案进行了研究:在包含具有上述化学组成的钢材的转子中,通过与以位错密度提高高温强度所不同的机理,来抑制涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低。
[0045]
在上述的化学组成中,作为生成的碳化物,存在mo碳化物(mo2c)、渗碳体、nb碳化物(nbc)、v碳化物(vc)等。这些碳化物中,最细的碳化物是mx型析出物的nb碳化物和v碳化物。mx型析出物的平均等效圆直径为50nm以下。本说明书中,将nb碳化物和v碳化物称为“微细碳化物”。另一方面,mo碳化物和渗碳体是比mx型析出物的nb碳化物和v碳化物大的碳化物,mo碳化物和渗碳体的等效圆直径大多为100nm以上。在本说明书中,将mo碳化物和渗碳
体中,等效圆直径为100~500nm的mo碳化物和渗碳体定义为“中型碳化物”。
[0046]
微细碳化物和中型碳化物通过析出强化机制而提高转子的高温强度。因此,本发明人等认为,如果与以往相比,降低转子中的位错密度,而通过使用了微细碳化物和中型碳化物的析出强化来代替位错密度以确保高温强度,则能够抑制随着累积运转时间增加所引起的转子的高温强度的降低。
[0047]
因此,本发明人等对增加了微细碳化物和中型碳化物的数密度的转子的高温强度进行了研究。然而,研究的结果表明,在提高微细碳化物和中型碳化物的数密度的情况下,虽然能够提高650℃下的抗拉强度ts0,但是高温保持试验后的650℃下的抗拉强度ts1变低,抗拉强度差δts(=ts0
‑
ts1)可能显著降低。
[0048]
因此,本发明人等,对该原因进行了调查。其结果,本发明人发现了以下事项。如果等效圆直径为100~500nm的中型碳化物的数密度(个/μm2)过小,则650℃下的抗拉强度ts0过低。因此,中型碳化物的数密度有一定的要求。然而,如果中型碳化物的数密度过高,则在转子内,许多位错被被困在中型碳化物中。因此,转子内会处于虽然中型碳化物较多,但是位错密度也过高的状态。该情况下,转子的高温强度是通过微细碳化物和中型碳化物所进行的析出强化机制和大量的位错密度而确保的。因此,在将该转子长期保持在高温下的情况下,转子内的位错消失,高温强度显著降低。
[0049]
基于以上的发现,本发明人等认为:为了抑制在高温下长时间保持后的高温强度的降低,存在能够在发挥析出强化机制的同时充分降低转子内的位错密度的适当的中型碳化物的数密度的范围,而并非利用析出强化而单纯地提高中型碳化物的数密度。因此,本发明人等对以下数密度的范围进行了研究:在包含具有上述化学组成的钢材的转子中,能够得到较高的高温强度,并且能够抑制在高温下长时间保持后的高温强度的降低的中型碳化物的适当的数密度的范围。结果发现,当在具有上述的化学组成,并且显微组织中的马氏体和贝氏体的总面积率超过95.0%的转子中,等效圆直径为100~500nm的碳化物(中型碳化物)的个数密度为0.35~0.75个/μm2时,能够得到较低的电阻和较高的高温强度,即使将转子在高温下长时间保持后,也能够有效地抑制高温强度的降低。
[0050]
通过以上发现而完成的本实施方式的涡电流式减速装置用转子具备以下构成。
[0051]
[1]
[0052]
一种涡电流式减速装置用转子,其具备圆筒部,
[0053]
所述圆筒部的化学组成以质量%计而包含:
[0054]
c:0.05~0.15%,
[0055]
si:0.10~0.40%,
[0056]
mn:0.50~1.00%,
[0057]
p:0.030%以下,
[0058]
s:0.030%以下,
[0059]
mo:0.20~1.00%,
[0060]
nb:0.020~0.060%,
[0061]
v:0.040~0.080%,
[0062]
sol.al:0.030~0.100%,
[0063]
b:0.0005~0.0050%,
[0064]
n:0.003~0.010%,
[0065]
cu:0~0.20%,
[0066]
ni:0~0.20%,
[0067]
cr:0~0.10%、和
[0068]
剩余部分:fe和杂质,
[0069]
显微组织中的马氏体和贝氏体的总面积率超过95.0%,
[0070]
等效圆直径为100~500nm的碳化物的数密度为0.35~0.75个/μm2,
[0071]
涡电流式减速装置用转子。
[0072]
[2]
[0073]
根据项[1]所述的涡电流式减速装置用转子,其中,
[0074]
所述化学组成含有选自下述元素中的一种元素或两种以上的元素
[0075]
cu:0.01~0.20%,
[0076]
ni:0.01~0.20%、和
[0077]
cr:0.01~0.10%。
[0078]
以下,将详细说明本实施方式的涡电流式减速装置用转子。
[0079]
[涡电流式减速装置的构成]
[0080]
图1是适用本实施方式的涡电流式减速装置用转子的、涡电流式减速装置的正视图。参照图1,涡电流式减速装置1具备转子10和定子20。
[0081]
图2是在将图1表示的涡电流式减速装置1固定在传动轴30上时,涡电流式减速装置1的、传动轴30的轴方向的截面图。参照图2,在本实施方式中,转子10被固定在传动轴30上。并且,定子20被固定在未图示的传动装置上。参照图1和图2,转子10具备圆筒部(鼓)11。更具体而言,转子10具备圆筒部11、臂部12和轮部13。圆筒部11是圆筒状的,具有比定子20的外径大的内径。轮部13是具有比圆筒部11的内径小的外径的圆环状的部件,中心部具有贯穿孔。轮部13的厚度(传动轴30的轴方向的长度)比圆筒部11的厚度(传动轴30的轴方向的长度)薄。轮部13通过在贯穿孔中插入传动轴30而固定到传动轴30。臂部12如图1和图2所示,连接圆筒部11的端部和轮部13。需要说明的是,圆筒部11的外圆周面形成有多个冷却翅片11f。圆筒部11、臂部12和轮部13可以一体性地形成。圆筒部11、臂部12和轮部13也可以由分别独立的部件构成。
[0082]
图3是非制动时的涡电流式减速装置1的与轴方向垂直的截面图(径方向的截面图)。参照图3,定子20具备磁石保持环21、多个永久磁石22和23以及多个极片24。多个永久磁石22和永久磁石23在圆周方向上交替排列在磁石保持环21的外圆周面上。永久磁石22的表面中,与转子10的圆筒部11的内圆周面相对的表面是n极。永久磁石22的表面中,与磁石保持环21的外圆周面相对的表面是s极。永久磁石23的表面中,与转子10的圆筒部11的内圆周面相对的表面是s极。永久磁石23的表面中,与磁石保持环21的外圆周面相对的表面是n极。多个极片24配置在多个永久磁石22和23的上方,沿定子20的圆周方向排列。多个极片24排列在多个永久磁石22和23与圆筒部11的内圆周面之间。
[0083]
[关于涡电流式减速装置1的制动和非制动的动作]
[0084]
参照图3,如果在非制动时,从涡电流式减速装置1的径方向观察,则各永久磁石22和各永久磁石23与彼此相邻的两个极片24重叠。换而言之,在从涡电流式减速装置1的径方
向观察的情况下,一个极片24与彼此相邻的永久磁石22和23重叠。此时,磁通b如图3所示,在定子20内流通。具体而言,磁通b在永久磁石22和23、极片24以及磁石保持环21之间流通。因此,转子10与永久磁石22和23之间不形成磁路,不对转子10产生洛伦兹力。因此,在图3中,不产生制动力。
[0085]
图4是制动时的涡电流式减速装置1的与轴方向垂直的截面图(径方向的截面图)。制动期间,定子20内的磁石保持环21旋转,与图3比较,永久磁石22和23的、与极片24的相对位置发生偏移。具体而言,图4中,如果在制动时,从涡电流式减速装置1的径方向观察,则各永久磁石22或23仅与一个极片24重叠,而不与两个极片24重叠。此时,磁通b如图4所示,在磁石保持环21、永久磁石22或23、极片24和圆筒部11之间流通。因此,转子10与永久磁石22或23之间形成磁路。此时,转子10的圆筒部11中产生涡电流。洛伦兹力随着涡电流的产生而产生。该洛伦兹力成为制动力矩,产生制动力。
[0086]
如上所述,涡电流式减速装置1通过在转子10中产生的涡电流而产生制动力。因此,优选转子10的圆筒部11中涡电流的产生量增大。这是因为制动力会增大。圆筒部11的电阻越小,涡电流的产生量越大。因此,优选转子10的圆筒部11的电阻较小。此外,转子10由于重复制动和非制动,会负载有热循环。如上所述,最近,需要即使在650℃下也可得到较高的高温强度。以下,对转子10进行详细说明。
[0087]
[关于涡电流式减速装置用转子10]
[0088]
[化学组成]
[0089]
本实施方式的涡电流式减速装置用转子10的圆筒部11的化学组成含有以下元素。元素中涉及的“%”,只要没有特别说明,就意味着质量%。
[0090]
[关于必需元素]
[0091]
c:0.05~0.15%
[0092]
碳(c)提高构成转子的钢材的淬透性,提高钢材的强度。c还生成nb碳化物、v碳化物等微细碳化物,提高钢材的高温强度。c还生成等效圆直径为100~500nm的mo碳化物和渗碳体(中型碳化物),提高钢材的高温强度。如果c含量小于0.05%,则即使其他元素含量在本实施方式的范围内,也不能充分获得上述的效果。另一方面,如果c含量超过0.15%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,c含量为0.05~0.15%。c含量的优选下限为0.06%,进一步优选为0.07%,进一步优选为0.08%。c含量的优选上限为0.14%,进一步优选为0.13%,进一步优选为0.12%。
[0093]
si:0.10~0.40%
[0094]
硅(si)在制钢工序中使钢脱氧。si还提高钢材的淬透性,提高钢材的强度。如果si含量小于0.10%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果si含量超过0.40%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,si含量为0.10~0.40%。si含量的优选下限为0.12%,进一步优选为0.15%,进一步优选为0.17%。si含量的优选上限为0.38%,进一步优选为0.36%,进一步优选为0.34%,进一步优选为0.32%,进一步优选为0.30%,进一步优选为0.28%,进一步优选为0.26%。
[0095]
mn:0.50~1.00%
[0096]
锰(mn)在制钢工序中使钢脱氧。mn还提高钢材的淬透性,提高钢材的强度。如果mn含量小于0.50%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果mn含量超过1.00%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,mn含量为0.50~1.00%。mn含量的优选下限为0.56%,进一步优选为0.58%,进一步优选为0.60%,进一步优选为0.62%,进一步优选为0.64%,进一步优选为0.66%,进一步优选为0.68%。mn含量的优选上限为0.94%,进一步优选为0.90%,进一步优选为0.88%。
[0097]
p:0.030%以下
[0098]
磷(p)是不可避地含有的杂质。即,p含量超过0%。p降低钢材的热加工性和韧性。p还会提高钢材的电阻。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。如果p含量超过0.030%,则即使其他元素含量在本实施方式的范围内,钢材的热加工性和韧性也显著降低,并且,涡电流式减速装置1的制动力降低。因此,p含量为0.030%以下。p含量的优选上限为0.028%,进一步优选为0.026%,进一步优选为0.025%。优选p含量尽可能低。然而,p含量的过度降低会增加制造成本。因此,在考虑通常的工业生产的情况下,p含量的优选下限为0.001%,进一步优选为0.003%。
[0099]
s:0.030%以下
[0100]
硫(s)是不可避地含有的杂质。即,s含量超过0%。s降低钢材的热加工性和韧性。如果s含量超过0.030%,则即使其他元素含量在本实施方式的范围内,钢材的热加工性和韧性也显著降低。因此,s含量为0.030%以下。s含量的优选上限为0.025%,进一步优选为0.022%,进一步优选为0.020%。优选s含量尽可能低。然而,s含量的过度降低会增加制造成本。因此,在考虑通常的工业生产的情况下,s含量的优选下限为0.001%,进一步优选为0.002%。
[0101]
mo:0.20~1.00%
[0102]
钼(mo)与c结合而形成mo碳化物(mo2c)。包含mo碳化物的100~500nm的等效圆直径的析出物为0.35~0.75个/μm2,以此为条件,钢材的高温强度提高。mo还提高钢材的淬透性。mo还提高钢材的韧性。如果mo含量小于0.20%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果mo含量超过1.00%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,mo含量为0.20~1.00%。mo含量的优选下限为0.25%,进一步优选为0.30%,进一步优选为0.35%,进一步优选为0.40%。mo含量的优选上限为0.90%,进一步优选为0.80%,进一步优选为0.70%,进一步优选为0.60%。
[0103]
nb:0.020~0.060%
[0104]
铌(nb)与碳结合而生成nb碳化物(微细碳化物),通过析出强化,提高钢材的高温强度。nb还抑制晶粒的粗化。如果nb含量小于0.020%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果nb含量超过0.060%,则即使其他元素
含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。如果nb含量超过0.060%,则钢材的韧性也降低。因此,nb含量为0.020~0.060%。nb含量的优选下限为0.025%,进一步优选为0.030%,进一步优选为0.032%,进一步优选为0.034%。nb含量的优选上限为0.058%,进一步优选为0.056%,进一步优选为0.054%,进一步优选为0.052%。
[0105]
v:0.040~0.080%
[0106]
钒(v)与碳结合而生成v碳化物(微细碳化物),通过析出强化,提高钢材的高温强度。v还抑制晶粒的粗化。如果v含量小于0.040%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果v含量超过0.080%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。如果v含量超过0.080%,钢材的韧性也降低。因此,v含量为0.040~0.080%。v含量的优选下限为0.044%,进一步优选为0.048%,进一步优选为0.050%。v含量的优选上限为0.075%,进一步优选为0.070%,进一步优选为0.068%,进一步优选为0.066%,进一步优选为0.064%,进一步优选为0.062%。
[0107]
sol.al:0.030~0.100%
[0108]
铝(al)在制钢工序中使钢脱氧。al还与氮(n)结合而形成aln,使钢材的晶粒微细化。如果sol.al含量小于0.030%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果sol.al含量超过0.100%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,sol.al含量为0.030~0.100%。sol.al含量的优选下限为0.040%,进一步优选为0.050%,进一步优选为0.052%。sol.al含量的优选上限为0.090%,进一步优选为0.088%,进一步优选为0.086%,进一步优选为0.084%,进一步优选为0.082%,进一步优选为0.080%。
[0109]
b:0.0005~0.0050%
[0110]
硼(b)提高钢材的淬透性,提高钢材的高温强度。如果b含量小于0.0005%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果b含量超过0.0050%,则即使其他元素含量在本实施方式的范围内,钢材的韧性也降低。因此,b含量为0.0005~0.0050%。b含量的优选下限为0.0008%,进一步优选为0.0010%,进一步优选为0.0012%,进一步优选为0.0014%,进一步优选为0.0015%。b含量的优选上限为0.0045%,进一步优选为0.0040%,进一步优选为0.0035%,进一步优选为0.0030%。
[0111]
n:0.003~0.010%
[0112]
氮(n)与al结合而形成aln。aln通过析出强化,提高钢材的高温强度。aln还使钢材的晶粒微细化。如果n含量小于0.003%,则即使其他元素含量在本实施方式的范围内,也不能充分获得所述效果。另一方面,如果n含量超过0.010%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,n含量为0.003~0.010%。n含量的优选下限为0.004%。n含量的优选上限为0.009%,进一步优选为
0.008%,进一步优选为0.007%,进一步优选为0.006%。
[0113]
本实施方式的涡电流式减速装置1的转子10的圆筒部11的化学组成的剩余部分包含fe和杂质。此处,杂质是指,工业性地制造本实施方式的转子10的圆筒部11时,作为原料的矿石、废料或从制造环境等中混入的、在不对本实施方式的转子10的圆筒部11产生不良影响的范围内可以容许的物质。
[0114]
[关于任选元素]
[0115]
此外,代替fe的一部分,本实施方式的涡电流式减速装置1的转子10的圆筒部11的化学组成还可以含有选自cu、ni和cr中的一种元素或两种以上的元素。这些元素均是任选元素,提高钢材的淬透性。
[0116]
cu:0~0.20%
[0117]
铜(cu)是任选元素,可以不含有。即,cu含量可以为0%。在含有的情况下,cu提高钢材的淬透性,提高钢材的高温强度。只需含有少量cu,即可一定程度获得所述效果。但是,如果cu含量超过0.20%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置制动时,涡电流式减速装置1的流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,cu含量为0~0.20%。cu含量的优选下限为超过0%,进一步优选为0.01%,进一步优选为0.02%。cu含量的优选上限为0.15%,进一步优选为0.12%,进一步优选为0.10%。
[0118]
ni:0~0.20%
[0119]
镍(ni)是任选元素,可以不含有。即,ni含量可以为0%。含有的情况下,ni提高钢材的淬透性,提高钢材的高温强度。只需含有少量ni,即可一定程度获得所述效果。然而,如果ni含量超过0.20%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,涡电流式减速装置1的流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,ni含量为0~0.20%。ni含量的优选下限为超过0%,进一步优选为0.01%,进一步优选为0.02%,进一步优选为0.03%。ni含量的优选上限为0.15%,进一步优选为0.12%,进一步优选为0.10%。
[0120]
cr:0~0.10%
[0121]
铬(cr)是任选元素,可以不含有。即,cr含量可以为0%。含有的情况下,cr提高钢材的淬透性,提高钢材的高温强度。只需含有少量cr,即可一定程度获得所述效果。然而,如果cr含量超过0.10%,则即使其他元素含量在本实施方式的范围内,钢材的电阻也会过度增加。该情况下,涡电流式减速装置1制动时,涡电流式减速装置1的流过转子10的圆筒部11的涡电流量减少。其结果,涡电流式减速装置1的制动力降低。因此,cr含量为0~0.10%。cr含量的优选下限为超过0%,进一步优选为0.01%,进一步优选为0.02%。ni含量的优选上限为0.09%,进一步优选为0.08%,进一步优选为0.07%,进一步优选为0.06%,进一步优选为0.05%。
[0122]
[关于显微组织]
[0123]
本实施方式的转子10的圆筒部11的显微组织中,马氏体和贝氏体的总面积率超过95.0%。即,本实施方式的涡电流式减速装置用转子10的圆筒部11的显微组织是主要包含马氏体和/或贝氏体的组织。本说明书中所谓的“马氏体和贝氏体”还包含回火马氏体和回火贝氏体。本实施方式的转子10的圆筒部11的显微组织中,马氏体和贝氏体以外的剩余部
分为铁素体。即,铁素体的面积率小于5.0%。
[0124]
需要说明的是,除了马氏体、贝氏体和铁素体之外,圆筒部11的显微组织中还存在以上述的碳化物为代表的析出物、夹杂物。然而,这些析出物和夹杂物的总面积率与马氏体、贝氏体和铁素体的面积率相比,非常小,可以忽略不计。
[0125]
此外,在后述的显微组织观察中,区分马氏体和贝氏体是极其困难的。另一方面,铁素体可通过对比度极其容易地与马氏体和贝氏体区分。因此,显微组织观察中,将铁素体以外的区域认定为“马氏体和贝氏体”。
[0126]
本实施方式的涡电流式减速装置用转子10的圆筒部11的显微组织也影响强度。本实施方式的涡电流式减速装置用转子10的圆筒部11的显微组织中,如果马氏体和贝氏体的总面积率为95.0%以下,铁素体的面积率为5.0%以上,则即使中型碳化物的数密度为0.35~0.75个/μm2,也不能得到充分的高温强度。另一方面,如果马氏体和贝氏体的总面积率超过95.0%,铁素体的面积率小于5.0%,则在化学组成中的各元素含量在本实施方式的范围内、中型碳化物的数密度为0.35~0.75个/μm2的前提下,可在650℃下得到较高的高温强度。
[0127]
此处,显微组织中的马氏体和贝氏体的总面积率、铁素体的面积率可通过以下方法测定。从转子10的圆筒部11的壁厚中央位置采集样品。样品只要能够确保后述的观察视野(200μm
×
100μm),尺寸就没有特别限定。样品的表面中,对包含所述观察视野的观察面进行镜面研磨。将镜面研磨后的样品浸渍在硝酸酒精溶液中约10秒以实施蚀刻,使观察面显现出组织。通过500倍的光学显微镜对因蚀刻而显现出组织的观察面内的任意的一个视野(观察视野)进行观察。观察视野的视野面积为20000μm2(200μm
×
100μm)。如上所述,在观察视野中,铁素体可基于对比度容易地与马氏体和贝氏体区分。因此,识别观察视野中的铁素体,求出识别的铁素体的面积。将铁素体的面积除以观察视野的总面积,求出铁素体的面积率(%)。如上所述,在本实施方式的转子10的圆筒部11的显微组织中,铁素体以外的剩余部分为马氏体和/或贝氏体。因此,马氏体和贝氏体的总面积(%)通过以下公式求出。
[0128]
马氏体和贝氏体的总面积率=100.0
‑
铁素体的面积率
[0129]
[等效圆直径为100~500nm的碳化物(中型碳化物)的数密度]
[0130]
此外,本实施方式的转子10的圆筒部11中等效圆直径为100~500nm的碳化物(中型碳化物)的数密度为0.35~0.75个/μm2。如果中型碳化物的数密度小于0.35个/μm2,则即使化学组成中的各元素含量在本实施方式的范围内、显微组织中的马氏体和贝氏体的总面积率超过95.0%、铁素体的面积率小于5.0%,中型碳化物的数密度也过低。因此,不能得到充分的高温强度。另一方面,如果中型碳化物的数密度超过0.75个/μm2,则即使化学组成中的各元素含量在本实施方式的范围内、显微组织中的马氏体和贝氏体的总面积率超过95.0%、铁素体的面积率小于5.0%,中型碳化物的数密度也过高。该情况下,大量的位错被困在中型碳化物中,位错密度也过高。因此,虽然得到较高的高温强度,但是涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低增大。
[0131]
如果中型碳化物的数密度为0.35~0.75个/μm2,则以化学组成的各元素含量在本实施方式的范围内、显微组织中的马氏体和贝氏体的总面积率超过95.0%、铁素体的面积率小于5.0%为前提,本实施方式的转子具有较高的高温强度,能够充分抑制涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低。具体而言,650℃下的抗拉强度ts0为250mpa以上,并且,高温保持试验前后的650℃的抗拉强度差δts小于50mpa。需要说
明的是,微细碳化物的等效圆直径为50nm以下,非常微细,难以定量性地测定数密度。并且,即使在高温区域的累积运转时间变长,微细碳化物的形状的变化也非常小。因此,微细碳化物对随着累积运转时间的增加所引起的高温强度的降低的抑制没有太大影响。
[0132]
中型碳化物的数密度的优选下限为0.38个/μm2,进一步优选为0.40个/μm2,进一步优选为0.42个/μm2,进一步优选为0.44个/μm2,进一步优选为0.46个/μm2,进一步优选为0.48个/μm2。中型碳化物的数密度的优选上限为0.70个/μm2,进一步优选为0.68个/μm2,进一步优选为0.66个/μm2,进一步优选为0.64个/μm2,进一步优选为0.62个/μm2。
[0133]
[中型碳化物的数密度的测定方法]
[0134]
中型碳化物的数密度可通过以下方法进行测定。从转子10的圆筒部11的壁厚中央位置采集样品。将样品的表面中,与垂直于圆筒部11的中心轴方向的截面对应的表面作为观察面。对样品的观察面进行镜面研磨。对镜面研磨后的观察面,用硝酸酒精溶液实施蚀刻。对于蚀刻后的观察面,使用扫描型电子显微镜(sem),以10000倍的倍率,对任意5个视野(每1个视野的视野面积为12μm
×
9μm)进行观察。
[0135]
求出5个视野中确认的各析出物的等效圆直径。等效圆直径可通过公知的图像处理求出。各析出物中,等效圆直径为100~500nm的析出物可视为本实施方式的化学组成的钢材中的mo碳化物和/或渗碳体。因此,将等效圆直径为100~500nm的析出物认定为中型碳化物。基于识别的中型碳化物(等效圆直径为100~500nm的碳化物)的个数和5个视野的总面积(540μm2),求出中型碳化物的数密度(个/μm2)。
[0136]
[电阻的测定方法]
[0137]
转子10的圆筒部11的电阻可通过基于jis c 2526(1994)的测定方法求出。具体而言,采集包含转子10的圆筒部11的壁厚中央位置的试验片。试验片设为3mm
×
4mm
×
60mm的标准试验片。在常温(20
±
15℃)下,通过双桥法求出试验片的电阻(μωcm)。
[0138]
[650℃下的抗拉强度的测定方法]
[0139]
涡电流式减速装置用转子的圆筒部的650℃下的抗拉强度(mpa)可通过基于jis g 0567(2012)的测定方法求出。具体而言,从转子10的圆筒部11的壁厚中央位置采集拉伸试验片。拉伸试验片的平行部的长度设为40mm,平行部的直径设为6mm,平行部设为与圆筒部11的中心轴平行。使用加热炉对拉伸试验片进行加热,使拉伸试验片的温度达到650℃。650℃下的保持时间设为10分钟。对650℃的拉伸试验片,在空气中实施拉伸试验,得到应力
‑
应变曲线。根据得到的应力
‑
应变曲线求出抗拉强度ts0(mpa)。
[0140]
[高温保持试验前后的650℃下的抗拉强度差δts的测定方法]
[0141]
抗拉强度差δts可通过以下方向而求出。具体而言,与上述的650℃下的抗拉强度的测定方法同样,从转子10的圆筒部11的壁厚中央位置采集上述的拉伸试验片。使用采集的拉伸试验片,实施高温保持试验。具体而言,使用加热炉将拉伸试验片在650℃下保持300小时。对经过保持时间后的650℃的拉伸试验片,在空气中实施拉伸试验,得到应力
‑
应变曲线。根据得到的应力
‑
应变曲线求出抗拉强度ts1(mpa)。使用求出抗拉强度ts0和ts1,通过以下公式,求出高温保持试验前后的650℃下的抗拉强度差δts(mpa)。
[0142]
δts=ts0
‑
ts1
[0143]
如上所述,就本实施方式的涡电流式减速装置用转子10的圆筒部11而言,化学组成中的各元素在上述的本实施方式的范围内,显微组织中,马氏体和贝氏体的总面积率超
过95.0%,等效圆直径为100~500nm的碳化物(中型碳化物)的数密度为0.35~0.75个/μm2。因此,本实施方式的涡电流式减速装置用转子10具有较低的电阻和较高的高温强度,并且,能够充分抑制涡电流式减速装置随着累积运转时间的增加所引起的高温强度的降低。具体而言,电阻为20.0μωcm以下,650℃下的抗拉强度ts0为250mpa以上,上述的高温保持试验前后的650℃下的抗拉强度差δts为50mpa以下。
[0144]
[制造方法]
[0145]
对本实施方式的涡电流式减速装置用转子10的制造方法的一个实例进行说明。之后说明的制造方法是用于制造本实施方式的涡电流式减速装置用转子10的一个实例。因此,具有上述的构成的涡电流式减速装置用转子10可以通过之后说明的制造方法以外的其他制造方法制造。但是,之后说明的制造方法是本实施方式的涡电流式减速装置用转子10的制造方法的优选的一个实例。
[0146]
本实施方式的涡电流式减速装置用转子10的制造方法具备以下工序:准备涡电流式减速装置用转子10的圆筒部11的原材料的原材料准备工序;对准备的原材料实施热锻和热轧,以制造与圆筒部11对应的中间品的热锻和热轧工序;对中间品实施淬火处理和回火处理的调质处理工序;对中间品的内圆周面和/或外圆周面进行切削以形成圆筒部11和多个翅片11f的机械加工工序;使用轮部13、臂部12和圆筒部11,制造涡电流式减速装置用转子10的转子形成工序。以下,对各工序进行说明。
[0147]
[原材料准备工序]
[0148]
在原材料准备工序中,准备具有各元素含量在本实施方式的范围内的化学组成的原材料。原材料可以由第三方供给。也可以制造原材料。在制造的情况下,例如通过以下方法制造。
[0149]
制造具有各元素含量在本实施方式的范围内的化学组成的钢水。精炼方法没有特别限定,使用周知的方法即可。例如,对通过周知的方法制造的铁水实施在转炉中的精炼(一次精炼)。对从转炉排出的钢水,实施周知的二次精炼。在二次精炼中,添加合金元素以调整成分,从而制造具有各元素含量在本实施方式的范围内的化学组成的钢水。
[0150]
使用通过上述的精炼方法制造的钢水,通过周知的铸造法制造原材料。例如,使用钢水通过铸锭法制造钢锭。此外,可以使用钢水通过连续铸造法制造方坯或钢坯。也可以将制造的方坯或钢锭加热至1000~1300℃后,实施热加工,以制造钢坯。热加工例如为热轧、热锻等。将制造的钢坯(通过连续铸造制造的钢坯或对方坯或钢锭进行热加工而制造的钢坯)作为涡电流式减速装置用转子10的原材料。
[0151]
[热锻和热轧工序]
[0152]
对原材料准备工序中准备的原材料实施热锻和热轧,制造与圆筒部11对应的中间品。首先,将原材料加热至1000~1300℃。对加热后的原材料,实施热锻以成型为给定的尺寸。热锻后进一步实施热轧,制造圆筒状的中间品。
[0153]
[调质处理工序]
[0154]
对通过热锻和热轧工序制造的中间品,实施调质处理工序。具体而言,对中间品,实施淬火处理,然后,实施回火处理。
[0155]
[淬火处理]
[0156]
首先,对中间品实施淬火处理。淬火温度为860~930℃。如果淬火温度小于860℃,
则通过热锻工序生成的mo碳化物和渗碳体不能充分固溶。该情况下,在下一工序的回火处理中,淬火处理后残留在中间品内的未固溶的mo碳化物和渗碳体会粗化。其结果,中型碳化物的数密度降低。此外,如果淬火温度小于860℃,还会使保持在淬火温度下的中间品的显微组织不会变成奥氏体单相。因此,在淬火后处理的组织中,不仅有马氏体和/或贝氏体,还会残留有铁素体。回火温度的上限没有特别限定,例如为930℃。因此,淬火温度为860~930℃。淬火温度的优选下限为865℃,进一步优选为870℃。如果淬火温度过高,奥氏体变为粗粒。因此,淬火温度的优选上限为920℃,进一步优选为910℃。
[0157]
淬火处理中的所述淬火温度的保持时间没有特别限定,例如为1.0~2.0小时。
[0158]
[回火处理]
[0159]
对淬火处理后的中间品实施回火处理。通过回火处理,生成微细碳化物和中型碳化物。回火温度t为660~700℃。如果回火温度t小于660℃,则中型碳化物的数密度小于0.35个/μm2。该情况下,微细碳化物和中型碳化物的析出量不充分,因此高温强度变低。另一方面,如果回火温度t超过700℃,则中型碳化物粗化,中型碳化物的数密度小于0.35个/μm2。因此,高温强度变低。此外,显微组织的一部分可能转变为奥氏体。因此,回火温度t为660~700℃。回火温度t的优选下限为670℃,进一步优选为680℃。
[0160]
回火处理进一步满足以下公式。
[0161]
1400≤(t+273.15)
×
(1+log(t))+(mo/96+c/12)
×
20000≤1800
ꢀꢀꢀ
(1)
[0162]
此处,式(1)中的“t”代入回火温度t(℃),“t”代入回火保持时间(小时)。式(1)中的元素符号代入对应的元素的含量(质量%)。
[0163]
定义f1=(t+273.15)
×
(1+log(t))+(mo/96+c/12)
×
20000。f1是中型碳化物的析出量的指标。如果f1小于1400,则即使回火温度为660~700℃,也不能充分生成中型碳化物,中型碳化物的数密度小于0.35个/μm2。另一方面,如果f1超过1800,则即使回火温度为660~700℃,中型碳化物的生成量也过多,中型碳化物的数密度超过0.75个/μm2。其结果,随着涡电流式减速装置的累积运转时间增加,高温强度显著降低。
[0164]
如果f1为1400~1800,则中型碳化物的数密度为0.35~0.75个/μm2。因此,能够得到优异的高温强度,并且,能够充分抑制随着涡电流式减速装置的累积运转时间增加所引起的高温强度的显著降低。f1的优选下限为1410,进一步优选为1420。f1的优选上限为1790,进一步优选为1780,进一步优选为1770。
[0165]
[机械加工工序]
[0166]
通过对回火后的中间品的外圆周面进行机械加工,而形成冷却翅片11f。机械加工通过周知的方法实施即可。通过以上的工序,制造圆筒部11。
[0167]
[转子形成工序]
[0168]
将安装在轮部13上的臂部12安装在制造的圆筒部11上,制造涡电流式减速装置用转子10。安装方法可以是焊接,也可以是其他方法。
[0169]
可通过以上的制造方法,制造本实施方式的涡电流式减速装置用转子10。需要说明的是,本实施方式的涡电流式减速装置用转子10不限于所述制造方法,如果能够制造具有上述的构成的涡电流式减速装置用转子10,则可以通过所述制造方法以外的其他制造方法,制造本实施方式的涡电流式减速装置用转子10。但是,所述制造方法是制造本实施方式的涡电流式减速装置用转子10的适宜示例。
[0170]
实施例
[0171]
制造具有表1的化学组成的钢水。
[0172]
[0173]
表1中的空白部分意味着对应的元素的含量小于检测极限。例如,试验编号1的cu含量表示四舍五入到小数第三位后的值为0%。试验编号1的ni含量表示四舍五入到小数第三位后的值为0%。试验编号1的cr含量表示四舍五入到小数第三位后的值为0%。使用钢水通过铸锭法制造直径120mm,30kg的圆柱状的钢锭。
[0174]
将钢锭加热至1200℃后,实施热锻,作为拟中间品,制造厚度40mm的钢板。对拟中间品,在表2所述的淬火温度下实施淬火处理。在淬火温度下的保持时间为1.1~1.7小时。对淬火处理后的拟中间品,以表2所述的回火温度和f1值实施回火。通过以上的制造工序,制造了拟似涡电流式减速装置用转子的各试验编号的拟转子(钢板)。
[0175]
[表2]
[0176][0177]
[评价试验]
[0178]
对制造的各试验编号的拟转子,实施以下评价试验。
[0179]
从各试验编号的拟转子的板厚中央位置采集样品。对样品的表面进行镜面研磨后,浸渍在硝酸酒精溶液中约10秒以实施蚀刻,使组织显现。通过500倍的光学显微镜对因蚀刻而显现出组织的表面的任意的1个视野(观察视野)进行观察。观察视野的视野面积为20000μm2(200μm
×
100μm)。通过对比度,识别观察视野中的相。其结果,观察视野中的显微组织包含马氏体和贝氏体、铁素体。求出识别的铁素体的面积。将铁素体的面积除以观察视野的总面积,求出铁素体的面积率(%)。如上所述,观察视野中的显微组织中,铁素体以外的剩余部分为马氏体和/或贝氏体。因此,通过以下公式求出马氏体和贝氏体的总面积(%)。
[0180]
马氏体和贝氏体的总面积率=100.0
‑
铁素体的面积率
[0181]
求出的铁素体的面积率(%)示于表2。马氏体和贝氏体的总面积率(%)示于表2。
[0182]
[中型碳化物的数密度的测定试验]
[0183]
从各试验编号的拟转子的板厚中央位置采集样品。对样品的观察面进行镜面研磨。用硝酸酒精溶液对镜面研磨后的观察面实施蚀刻。对蚀刻后的观察面,使用扫描型电子显微镜(sem),以10000倍的倍率,对随机5个视野(每1个视野的视野面积为12μm
×
9μm)进行观察。求出5个视野中确认的各析出物的等效圆直径。各析出物中,等效圆直径为100~
500nm的析出物可视为mo碳化物和/或渗碳体,因此将等效圆直径为100~500nm的析出物认定为中型碳化物。基于中型碳化物(等效圆直径为100~500nm的碳化物)的个数和5个视野的总面积(540μm2),求出中型碳化物的数密度(个/μm2)。得到的中型碳化物的数密度示于表2。
[0184]
[电阻的测定方法]
[0185]
通过基于jis c 2526(1994)的测定方法求出各试验编号的拟转子在常温下的电阻。具体而言,从各试验编号的拟转子的板厚中央位置采集试验片。试验片的尺寸为3mm
×
4mm
×
60mm。对试验片,在常温下,通过双桥法求出试验片的电阻(μωcm)。得到的电阻(μωcm)示于表2。
[0186]
[650℃下的拉伸试验]
[0187]
通过基于jis g 0567(2012)的测定方法求出各试验编号的拟转子在650℃下的抗拉强度ts0(mpa)。具体而言,从各试验编号的拟转子的板厚中央位置,采集拉伸试验片。拉伸试验片的平行部的长度为40mm,平行部的直径为6mm。拉伸试验片的平行部与拟转子(钢板)的轧制方向平行。使用加热炉对拉伸试验片进行加热,使试验片的温度达到650℃。650℃下的保持时间设为10分钟。对650℃的拉伸试验片,在空气中实施拉伸试验,得到应力
‑
应变曲线。根据得到的应力
‑
应变曲线定义抗拉强度ts0(mpa)。得到的650℃下的抗拉强度ts0(mpa)示于表2。
[0188]
[高温保持试验前后的650℃下的抗拉强度差δts的测定试验]
[0189]
通过以下方向求出各试验编号的拟转子的抗拉强度差δts。与上述的650℃下的拉伸试验同样,从拟转子的板厚中央位置采集试验片。拉伸试验片的平行部的长度为40mm,平行部的直径为6mm。拉伸试验片的平行部与拟转子(钢板)的轧制方向平行。使用加热炉将拉伸试验片保持在650℃下300小时。对经过保持时间后的650℃的拉伸试验片,在空气中实施拉伸试验,得到应力
‑
应变曲线。根据得到的应力
‑
应变曲线,求出抗拉强度ts1(mpa)。使用求出的抗拉强度ts0和ts1,通过以下公式,求出高温保持试验前后的650℃下的抗拉强度差δts。得到的抗拉强度差δts示于表2。
[0190]
δts=ts0
‑
ts1
[0191]
[试验结果]
[0192]
参照表2,试验编号1~7的拟转子的化学组成中的各元素的含量都为适当量,马氏体和贝氏体的总面积率为95.0%以上。并且,中型碳化物的数密度为0.35~0.75个/μm2。因此,电阻为20.0μωcm以下,作为涡电流式减速装置的转子,显示出充分低的电阻。此外,650℃下的抗拉强度ts0都为250mpa以上,显示出优异的高温强度。此外,抗拉强度差δts为50mpa以下,高温保持试验后的高温强度的降低得到充分抑制。
[0193]
另一方面,试验编号8中,mo含量和b含量过低。因此,650℃下的抗拉强度ts0小于250mpa。
[0194]
试验编号9中,c含量过低。因此,650℃下的抗拉强度ts0小于250mpa。
[0195]
试验编号10中,c含量过高。此外,cr含量过高。因此,电阻过高。
[0196]
试验编号11中,各元素的含量适当,但是淬火温度过低。因此,马氏体和贝氏体的总面积率为95.0%以下。其结果,650℃下的抗拉强度ts0小于250mpa。
[0197]
试验编号12中,各元素的含量适当,但是回火温度过高。因此,中型碳化物数密度
小于0.35个/μm2。其结果,650℃下的抗拉强度ts0小于250mpa。
[0198]
试验编号13中,各元素的含量适当,但是f1值小于式(1)的下限。因此,中型碳化物数密度小于0.35个/μm2。其结果,650℃下的抗拉强度ts0小于250mpa。
[0199]
试验编号14中,各元素的含量适当,但是f1值超过式(1)的上限。因此,中型碳化物的数密度超过0.75个/μm2。其结果,抗拉强度差δts超过50mpa。
[0200]
以上,对本发明的实施的方式进行说明。然而,所述实施的方式仅仅是用于实施本发明的示例。因此,本发明不限于所述实施的方式,在不脱离本发明的主旨的范围内,可适宜变更并实施所述实施的方式。
[0201]
符号说明
[0202]
1 涡电流式减速装置
[0203]
10 转子
[0204]
11 圆筒部
[0205]
12 臂部
[0206]
13 轮部
[0207]
20 定子
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1