一种减轻铸件夹砂的方法与流程
1.本发明涉及一种铸造领域,尤其涉及一种减轻铸件夹砂的方法。
背景技术:
2.铸件夹砂又名结疤,北方俗称起皮子,南方叫起夹子,铸件表面上有金属夹杂和包含型砂或渣等所形成的片状或瘤状物,这种凸出铸件的疙瘩凿去后,铸件局部表面上即呈现凹陷的沟槽或凹塘,铸件夹砂缺陷一般都发生于潮模铸造,是铸件报废的常见缺陷之一;铸件产生夹砂的原因近代夹砂理论认为,产生夹砂的机理为:在浇注过程中砂型表面受高温金属液的热力作用,表面层水份向里迁移,使表面形成干燥层,而内部产生一层高湿度,低强度的弱砂带;同时砂子被加热发生相变,产生体积膨胀;当膨胀应力大于弱砂带强度时,该层产生滑动,就使表面干燥层弯曲变形,与弱砂带脱离而突起.使表面破裂被液体金属渗入,就产生夹砂缺陷。
技术实现要素:
3.发明目的:本发明的目的是为了解决现有技术的不足,提供一种减轻铸件夹砂的方法,通过在铸件上增加凸起钉状物,可分散型砂的膨胀力,可减轻设置凸起钉状物位置的夹砂缺陷;并且方便清理去除,不会对使铸件局部表面上即呈现凹陷的沟槽或凹塘,提高成品率,降低企业的生产成本。
4.技术方案: 一种减轻铸件夹砂的方法,所述铸件的表面设有凸出铸件表面的筋,其方法在容易夹砂筋的两侧设有多个凸起钉状物,即在制造铸件的砂芯的对应位置增加多个钉状物凹槽。
5.进一步的,多个所述的凸起钉状物对称设置在容易夹砂筋的两侧面。
6.进一步的,所述容易夹砂筋每侧的多个凸起钉状物可等间距排列。
7.进一步的,所述凸起钉状物的高度不大于等于容易夹砂筋的高度。
8.进一步的,所述凸起钉状物为圆锥凸点。
9.进一步的,其应用包括如下步骤:步骤1、根据已经生产出来的铸件,得出容易产生夹砂筋位置;步骤2、对制造模具铸件的砂型的模具进行改进,即在模具上找出与容易产生夹砂筋位置对应的筋,并在筋的两侧设置多个凸起钉状物;步骤3、通过步骤2中改进后的模具制备出的砂型,并将砂芯进行合型;步骤4、将金属液浇筑在合型后的砂型中,冷却;步骤5、去除冷却后的砂型,开出浇注后的铸件;步骤6、将铸件上凸起钉状物进行打磨去除。
10.有益效果: 本申请揭示了一种减轻铸件夹砂的方法,通过在铸件上增加凸起钉状物,可分散型砂的膨胀力,可减轻设置凸起钉状物位置的夹砂缺陷;并且方便清理去除,提高成品率,降低企业的生产成本。
附图说明
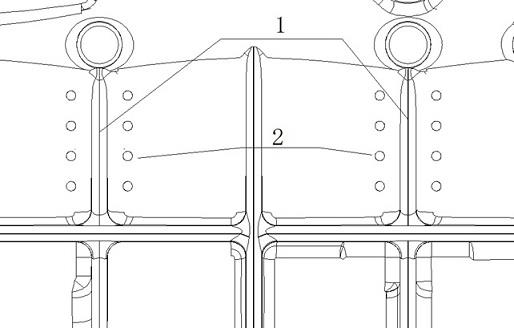
11.图1为发明的结构示意图;1、容易夹砂筋;2、凸起钉状物。
具体实施方式
12.下面结合具体实施例对本发明的技术内容进行详细阐述:如图1所示,技术方案: 一种减轻铸件夹砂的方法,所述铸件的表面设有凸出铸件表面的筋,其方法在容易夹砂筋1的两侧设有多个凸起钉状物2,即在制造铸件的砂芯的对应位置增加多个钉状物凹槽。
13.多个所述的凸起钉状物2对称设置在容易夹砂筋1的两侧;所述容易夹砂筋1每侧的多个凸起钉状物2可等间距排列;所述凸起钉状物2的高度不大于等于容易夹砂筋1的高度;所述凸起钉状物2为圆锥凸点,通过设置凸起钉状物2可分散型砂的膨胀力,减轻夹砂缺陷。
14.其应用包括如下步骤:步骤1、根据已经生产出来的铸件,得出容易产生夹砂筋位置;步骤2、对制造模具铸件的砂型的模具进行改进,即在模具上找出与容易产生夹砂筋位置对应的筋,并在筋的两侧设置多个凸起钉状物2;步骤3、通过步骤2中改进后的模具制备出的砂型,并将砂芯进行合型;步骤4、将金属液浇筑在合型后的砂型中,冷却;步骤5、去除冷却后的砂型,开出浇注后的铸件;步骤6、将铸件上凸起钉状物2进行打磨去除。
15.本发明综上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专业的技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种减轻铸件夹砂的方法,所述铸件的表面设有凸出铸件表面的筋,其特征在于:其方法在容易夹砂筋的两侧面设有多个凸起钉状物,即在制造铸件的砂型的对应位置增加多个钉状物凹槽。2.根据权利要去1所述的一种减轻铸件夹砂的方法,其特征在于:多个所述的凸起钉状物设置在容易夹砂筋的两侧。3.根据权利要去2所述的一种减轻铸件夹砂的方法,其特征在于:所述容易夹砂筋每侧面的多个凸起钉状物可等间距排列。4.根据权利要去1所述的一种减轻铸件夹砂的方法,其特征在于:所述凸起钉状物的高度不大于等于容易夹砂筋的高度。5.根据权利要去1
‑
4任意一项所述的一种减轻铸件夹砂的方法,其特征在于:所述凸起钉状物为圆锥凸点。6.根据权利要去1所述的一种减轻铸件夹砂的方法,其特征在于:其应用包括如下步骤:步骤1、根据已经生产出来的铸件,得出容易产生夹砂筋位置;步骤2、对制造模具铸件的砂芯的模具进行改进,即在模具上找出与容易产生夹砂筋位置对应的筋,并在筋的两侧面设置多个凸起钉状物;步骤3、通过步骤2中改进后的模具制备出的砂型,并将砂型进行合型;步骤4、将金属液浇筑在合型后的砂型中,冷却;步骤5、去除冷却后的砂型,开出浇注后的铸件;步骤6、将铸件上凸起钉状物进行打磨去除。
技术总结
本发明公开了一种减轻铸件夹砂的方法,所述铸件的表面设有凸出铸件表面的筋,其方法在容易夹砂筋的两侧面设有多个凸起钉状物,即在制造铸件的砂型的对应位置增加多个钉状物凹槽;通过在铸件上增加凸起钉状物,可分散型砂的膨胀力,可减轻设置凸起钉状物位置的夹砂缺陷;并且方便清理去除,提高成品率,降低企业的生产成本。生产成本。
技术研发人员:郑梓忠
受保护的技术使用者:上柴动力海安有限公司
技术研发日:2021.07.08
技术公布日:2021/11/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1