减震器轴承部件热处理方法与流程
1.本发明涉及一种减震器轴承部件热处理方法。
背景技术:
2.轴承是一种用于机械体转动支承的重要零部件,其中的减震器轴承是指安装在减震器弹簧和顶板的一种推力轴承,对强度有较大的要求,其通常包括有上滚道圈、下滚道圈等部件组成,现有技术的减震器轴承的各部件主要采用65mn弹簧钢材料制作而成,这些部件的加工中存在热处理这个环节,现有技术通常在对轴承部件加热后,采用淬火油降温完成淬火,但是,采用这样的降温速度过低,导致完成淬火后的轴承部件存在淬透性不足,导致轴承硬度和翘曲度无法满足需求的问题。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种减震器轴承部件热处理方法,其能够在轴承部件淬火后,保证足够的硬度过脆并避免翘曲度较大的问题。
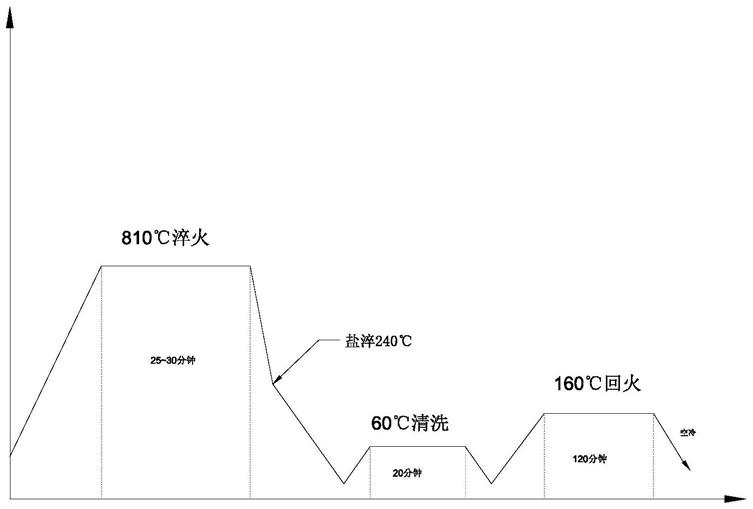
4.为实现上述目的,本发明提供了一种减震器轴承部件热处理方法,包括有以下步骤:步骤一,将加热炉中加热区域温度提升至810℃~850℃,并将轴承部件送入至加热炉加热区域中保温25分钟~30分钟;步骤二,将轴承部件送入235℃~245℃的盐浴池中,通过盐浴池中液体对流冷却30 分钟~50分钟;步骤三,采用60℃液体对轴承部件进行清洗20分钟;步骤四,待轴承部件温度空冷至接近室温,将加热炉中加热区域温度提升至160℃,并将轴承部件送入,维持120分钟后将轴承部件空冷至室温。
5.采用上述技术方案的优点是:轴承部件采用810℃~850℃进行升温和保温后,将轴承部件送入235℃~245℃的盐浴池中,轴承部件的降温过程分成两个阶段,在810℃~850℃到235℃~245℃这个温度相对较高阶段,轴承部件依靠盐浴池中液体的对流冷却,因此,该阶段降温较快,而在快速降至235℃~245℃后,后续继续向接近室温的温度降温时,则会大幅变慢,轴承部件从奥氏体温度迅速冷却到马氏体转变点(ms)稍高或马氏体转变点略低的温度,能够减少热应力和组织应力,并在该温度保温一定的时间后逐步降温,有利于提高工件的淬透性和变形。
6.本发明可进一步设置为:包括有供轴承部件放置的料框,所述的加热炉为辊底式加热炉,所述的料框通过辊底式加热炉的转动辊进行位移。
7.通过进一步设置,由辊底式加热炉的转动辊带动料框位移,将轴承部件送入盐浴池中,避免由于轴承部件在自由落体跌落中部分产品会产生互相轻微撞击及轴承零件先后落油方式的不同造成组织转变不同时而产生不同的尺寸变化,使产品有翘曲度较大的问题。
8.本发明可进一步设置为:所述的盐浴池中采用50%亚硝酸钠和50%硝酸钾配比的混合液体。
9.通过进一步设置,通过50%亚硝酸钠和50%硝酸钾配比的混合液体对轴承部件降
温,保证在冷却过程中不产生蒸汽膜。
附图说明
10.图1为本发明实施例的流程图;图2为本发明实施例的温度变化图。
具体实施方式
11.本发明一种减震器轴承部件热处理方法的实施例如图1
‑
2所示,包括有以下步骤:步骤一,将加热炉中加热区域温度提升至810℃~850℃,并将轴承部件送入至加热炉加热区域中保温25分钟~30分钟;步骤二,将轴承部件送入235℃~245℃的盐浴池中,通过盐浴池中液体对流冷却30分钟~50分钟;步骤三,采用60℃液体对轴承部件进行清洗20分钟;步骤四,待轴承部件温度空冷至接近室温,将加热炉中加热区域温度提升至160℃,并将轴承部件送入,维持120分钟后,将轴承部件空冷至室温。包括有供轴承部件放置的料框,所述的加热炉为辊底式加热炉,所述的料框通过辊底式加热炉的转动辊进行位移。所述的辊底式加热炉是指具有室状炉膛,炉底由转动辊以及驱使转动辊转动的传动机构组成,依靠转动辊的转动形成料框从进料处到炉外的一种加热炉。本实施例中采用dres
‑
75/75/30
‑
12
‑
900cn型辊底式加热炉完成,其中的料框采用多层设置,且每层均采用网格对若干轴承部件进行间隔。所述的盐浴池中采用50%亚硝酸钠和50%硝酸钾配比的混合液体。
12.以上实例,只是本发明优选地具体实例的一种,本领域技术人员在本发明技术方案范围内进行的通常变化和替换都包含在本发明的保护范围内。
技术特征:
1.一种减震器轴承部件热处理方法,其特征在于,包括有以下步骤:步骤一,将加热炉中加热区域温度提升至810℃~850℃,并将轴承部件送入至加热炉加热区域中保温25分钟~30分钟;步骤二,将轴承部件送入235℃~245℃的盐浴池中,通过盐浴池中液体对流冷却30分钟~50分钟;步骤三,采用60℃液体对轴承部件进行清洗20分钟;步骤四,待轴承部件温度空冷至接近室温,将加热炉中加热区域温度提升至160℃,并将轴承部件送入,维持120分钟后,将轴承部件空冷至室温。2.根据权利要求1所述的减震器轴承零件热处理方法,其特征在于:包括有供轴承部件放置的料框,所述的加热炉为辊底式加热炉,所述的料框通过辊底式加热炉的转动辊进行位移。3.根据权利要求1所述的减震器轴承零件热处理方法,其特征在于:所述的盐浴池中采用50%亚硝酸钠和50%硝酸钾配比的混合液体。
技术总结
本发明提供了一种减震器轴承部件热处理方法,包括有以下步骤:步骤一,将加热炉中加热区域温度提升至810℃~850℃,并将轴承部件送入至加热炉加热区域中保温25分钟~30分钟;步骤二,将轴承部件送入235℃~245℃的盐浴池中,通过盐浴池中液体对流冷却;步骤三,等待轴承部件温度降低至接近室温时,采用60℃液体对轴承部件进行清洗20分钟;步骤四,待轴承部件温度再次恢复至接近室温,将加热炉中加热区域温度提升至160℃,并将轴承部件送入,维持120分钟;步骤五,将轴承部件空冷至室温,完成回火。针对现有技术的不足,本发明提供了一种减震器轴承部件热处理方法,其能够在轴承部件淬火后,保证足够的硬度过脆并避免翘曲度较大的问题。题。题。
技术研发人员:张文朝
受保护的技术使用者:上海人本集团有限公司
技术研发日:2021.07.20
技术公布日:2021/10/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1