一种核1级钢件砂模铸造工艺的制作方法
1.本发明涉及铸造行业,关于一种核1级钢件砂模铸造工艺,用砂模取代木模,强度高不易变型开裂,尺寸精准,研发周期短,降低了工装制造成本。
背景技术:
2.核1级钢件,是小批量产品,材质为高合金钢,大型铸件通常用木模铸造。制作木模需用优质松木多层叠加粘合成一体,用数控木工机床加工成型,抛光打磨,制作周期长。影响生产,不能保证按时交货。
技术实现要素:
3.本发明的目的是提供一种核1级钢件砂模铸造工艺,解决制作木模需用优质松木多层叠加粘合成一体,用数控木工机床加工成型,抛光打磨,制作周期长,成本高的难题。用砂模取代木模,提高强度,不变型不开裂,尺寸精度高,缩短研发周期,降低工装成本。
4.本发明技术方案为:一种核1级钢件砂模铸造工艺,其流程是:绘制三维图
→
设计浇注系统
→
magma模拟
→
3dp打印砂模
→
刷硬化胶水
→
装配型板
→
光整砂模
→
加冒口座
→
放冒口套
→
放冷铁
→
套装砂箱
→
填砂造型
→
加浇口杯,用砂模取代木模,装配时用螺栓把砂模固定在型板上。3dp打印砂模材料用碱酚醛树脂加固化剂,砂模上要预留与型板装配孔,砂模内为空腔,其壁厚大于100毫米,固化24小时后抗拉强度大于5mpa。光整砂模是在本体上刮原子灰加固化剂,打磨光整后刷油漆,整体强度高,不易变型开裂,尺寸精准,研发周期短,降低了工装制造成本。使用时表面喷脱模剂,仓储时要上架,防水、防潮、防湿,保持干燥。
5.本发明的积极效果是:以砂模取代木模,砂模抗拉强度高,砂模本体不变型、不开裂,尺寸精准,研发周期短,降低了模具制造成本,提高了铸件表面光洁度。
附图说明
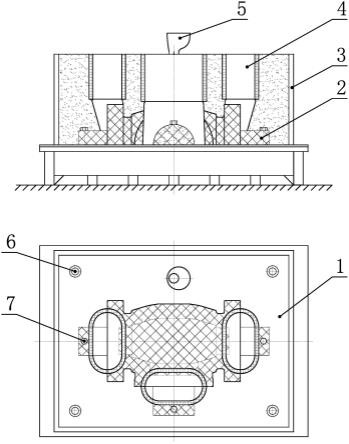
6.图1是本发明工装示意简图其中:1、型板,2、砂模,3、砂箱,4、冒口,5、浇口杯,6、定位销,7、螺栓。
具体实施方式
7.本发明选用了一种核1级钢件砂模铸造工艺,实施过程为根据客户技术文件、铸件图纸,编制项目《制造大纲》、《质量计划》报核电业主审批后,绘制三维图,设计浇注系统,用magma软件模拟凝固,验证设计方案可行性,把铸造缺陷消除在设计阶段。3dp打印砂模2,材料用碱酚醛树脂加固化剂,砂模2上预留与型板装配孔,表面刷硬化胶水,砂模内为空腔,其壁厚大于100毫米,固化24小时后抗拉强度大于5mpa。用砂模取代木模,装配时在型板1上固定定位销,用螺栓7把砂模2固定在型板1上。光整砂模2在本体上刮原子灰加固化剂,打磨光
整后刷油漆。使用时在砂模2本体上喷脱模剂加冒口座4,套装砂箱3,填砂造型,在砂箱3上放浇口杯5,浇注铸件。缩短生产周期,提高了表面光洁度。
技术特征:
1.一种核1级钢件砂模铸造工艺,其流程是:绘制三维图
→
设计浇注系统
→
magma模拟
→
3dp打印砂模(2)
→
刷硬化胶水
→
装配型板(1)
→
光整砂模(2)
→
加冒口(4)座
→
放冒口套
→
放冷铁
→
套装砂箱(3)
→
填砂造型
→
加浇口杯(5),用砂模(2)取代木模,装配时用螺栓把砂模(2)固定在型板(1)上。2.根据权利要求1所述一种核1级钢件砂模铸造工艺,其特征在于:3dp打印砂模(2)材料用碱酚醛树脂加固化剂,砂模(2)上要预留与型板装配孔,砂模(2)内为空腔,其壁厚大于100毫米,固化24小时后抗拉强度大于5mpa。3.根据权利要求1所述一种核1级钢件砂模铸造工艺,其特征在于:光整砂模(2)在本体上刮原子灰加固化剂,打磨光整后刷油漆,整体强度高,不易变型开裂,尺寸精准,研发周期短,降低了工装制造成本。
技术总结
本发明涉及一种核1级钢件砂模铸造工艺,其流程是:绘制三维图
技术研发人员:孙志标 宋帮鹍 耿耀
受保护的技术使用者:江苏万恒铸业有限公司
技术研发日:2021.08.06
技术公布日:2023/2/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1