用于铸造斜孔的型芯结构及其造型方法与流程
1.本发明属于斜孔铸造技术领域,具体涉及一种用于铸造斜孔的型芯结构及其造型方法。
背景技术:
2.在现有的铸造工艺中,斜孔的铸造一直是个难题,需要将斜型芯预设在砂箱内,由于斜型芯重心不稳,很难对其进行有效的定位,并且在浇注铁水时,由于受到铁水的冲击,斜型芯容易在原角度上进行偏斜,影响铸件的铸造质量。现有技术中,为稳定斜型芯,有采用做大下芯头的方式,但是斜型芯与下芯头的成钝角处极易断裂,无法达到良好的定位效果。
技术实现要素:
3.根据上述现有技术存在的缺陷,本发明的目的是提供一种用于铸造斜孔的型芯结构及其造型方法,通过沿锐角方向做大芯头使斜型芯重心稳定,不易偏斜。
4.为实现上述目的,本发明所采用的技术方案为:用于铸造斜孔的型芯结构,包括用于形成铸件斜孔的斜型芯和用于支撑斜型芯的支撑芯头,所述支撑芯头与斜型芯成锐角设置。
5.进一步地,所述支撑芯头为斜型芯底端突出于型腔的下表面并向一侧水平延伸形成,支撑芯头为水平方向设置。
6.进一步地,所述斜型芯和支撑芯头一体化设置。
7.用于铸造斜孔的造型方法,包括以下步骤:步骤一:按照斜孔的长度及倾斜角度制作带有单向加大下芯头的斜型芯,其中单向加大下芯头为用于底部平面定位的支撑芯头,支撑芯头与斜型芯成“∠”型结构,并且其所成角度为锐角;步骤二:下芯,将步骤一中制作好的斜型芯放入下砂箱内,下砂箱内定位斜型芯的位置设置有与支撑芯头相配合的下定位面,支撑芯头与下定位面配合定位;步骤三:合箱,将上砂箱与下砂箱进行合箱。
8.进一步地,所述斜型芯和支撑芯头为一体化结构。
9.进一步地,所述斜型芯和支撑芯头为冲砂定型形成的。
10.进一步地,所述支撑芯头的水平方向上的长度大于三分之一斜型芯水平投影的长度。
11.本发明的有益效果为:本发明克服了现有技术中沿平面双向做大芯头的技术偏见,通过芯头的单向延伸,有效避免了斜型芯与芯头发生断裂,从而保证了铸件质量。本发明的型芯结构由于支撑芯头与斜型芯在延伸方向上的一致性,既保证了重心稳定,斜型芯不易偏斜,又避免了斜型芯与支撑芯头之间连接不稳定产生断裂,从而确保了斜型芯的定位精准稳定。
附图说明
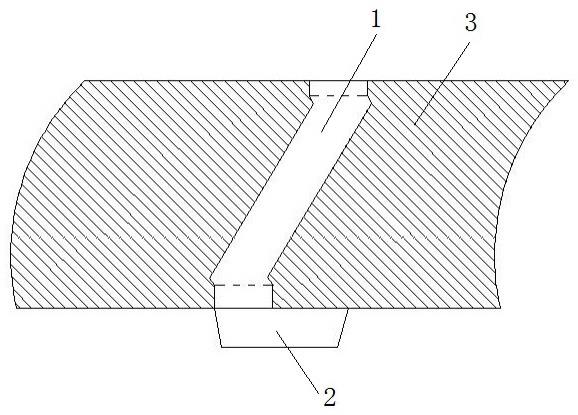
12.图1为斜型芯定位结构示意图;图中:1、斜型芯, 2、支撑芯头, 3、型腔。
具体实施方式
13.为了使本发明的结构和功能更加清晰,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
14.参见附图1,用于铸造斜孔的型芯结构,包括用于形成铸件斜孔的斜型芯1和用于支撑斜型芯的支撑芯头2,所述支撑芯头2与斜型芯1成锐角设置。
15.进一步地,所述支撑芯头2为斜型芯底端突出于型腔的下表面并向一侧水平延伸形成,支撑芯头1为水平方向设置。
16.进一步地,所述斜型芯1和支撑芯头2一体化设置。保证斜型芯1和支撑芯头2的连接强度。
17.基于上述技术方案,需要说明的是,相对于设置上下芯头定位斜型芯的方法,本发明的斜型芯芯头的定位方式由点定位改为面定位,避免了斜型芯重心不稳、定位不牢,容易在浇铸铁水时受到铁水冲击发生偏移的问题,保证了定位精度。相对于传统的水平双向加大下芯头定位斜型芯的方法,由于下芯头与斜型芯重心不一致,斜型芯极易向其倾斜的一侧受力从而与下芯头之间产生断裂。而本发明的斜型芯芯头的定位方式保证了斜型芯和支撑芯头的重心方向的一致性,避免了斜型芯与下芯头在钝角处断裂,从而保证了定位的稳定性。
18.用于铸造斜孔的造型方法,包括以下步骤:步骤一:按照斜孔的长度及倾斜角度制作带有单向加大下芯头的斜型芯,其中单向加大下芯头为用于底部平面定位的支撑芯头,支撑芯头与斜型芯成“∠”型结构,并且其所成角度为锐角;步骤二:下芯,将步骤一中制作好的斜型芯放入下砂箱内,下砂箱内定位斜型芯的位置设置有与支撑芯头相配合的下定位面,支撑芯头与下定位面配合定位;步骤三:合箱,将上砂箱与下砂箱进行合箱。
19.进一步地,所述斜型芯和支撑芯头为冲砂定型形成的一体化结构。
20.进一步地,所述支撑芯头的水平方向上的长度大于三分之一斜型芯水平投影的长度。
21.以上列举的仅是本发明的最佳实施例。显然,本发明不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本发明公开的内容直接导出或联想到的所有变形,均应认为是本发明的保护范围。
技术特征:
1.用于铸造斜孔的型芯结构,其特征在于:包括用于形成铸件斜孔的斜型芯和用于支撑斜型芯的支撑芯头,所述支撑芯头与斜型芯成锐角设置。2.根据权利要求1所述的用于铸造斜孔的型芯结构,其特征在于:所述支撑芯头为斜型芯底端突出于型腔的下表面并向一侧水平延伸形成,支撑芯头为水平方向设置。3.根据权利要求1所述的用于铸造斜孔的型芯结构,其特征在于:所述斜型芯和支撑芯头一体化设置。4.用于铸造斜孔的造型方法,其特征在于,包括以下步骤:步骤一:按照斜孔的长度及倾斜角度制作带有单向加大下芯头的斜型芯,其中单向加大下芯头为用于底部平面定位的支撑芯头,支撑芯头与斜型芯成“∠”型结构,并且其所成角度为锐角;步骤二:下芯,将步骤一中制作好的斜型芯放入下砂箱内,下砂箱内定位斜型芯的位置设置有与支撑芯头相配合的下定位面,支撑芯头与下定位面配合定位;步骤三:合箱,将上砂箱与下砂箱进行合箱。5.根据权利要求4所述的用于铸造斜孔的造型方法,其特征在于:所述斜型芯和支撑芯头为一体化结构。6.根据权利要求4所述的用于铸造斜孔的造型方法,其特征在于:所述斜型芯和支撑芯头为冲砂定型形成的。7.根据权利要求4所述的用于铸造斜孔的造型方法,其特征在于:所述支撑芯头的水平方向上的长度大于三分之一斜型芯水平投影的长度。
技术总结
本发明属于斜孔铸造技术领域,具体涉及一种用于铸造斜孔的型芯结构及其造型方法,包括用于形成铸件斜孔的斜型芯和用于支撑斜型芯的支撑芯头,所述支撑芯头与斜型芯成锐角设置。本发明克服了现有技术中沿平面双向做大芯头的技术偏见,通过芯头的单向延伸,有效避免了斜型芯与芯头发生断裂,从而保证了铸件质量。本发明的型芯结构由于支撑芯头与斜型芯在延伸方向上的一致性,既保证了重心稳定,斜型芯不易偏斜,又避免了斜型芯与支撑芯头之间连接不稳定产生断裂,从而确保了斜型芯的定位精准稳定。准稳定。准稳定。
技术研发人员:马广华 吕芳遂 于祥增 管兆国
受保护的技术使用者:大连金河铸造有限公司
技术研发日:2021.08.18
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1