一种非调质钢的控制冷却工艺的制作方法
1.本发明涉及一种非调质钢的控制冷却工艺。
背景技术:
2.当奥氏体过冷到低于珠光体转变温度和高于马氏体转变温度之间的温区时,将发生由切变相变与短程扩散相配合的转变,其转变产物叫贝氏体或贝茵体,它因edgar c.bain于1934年在钢中发现这种组织而得名。在许多有色合金中也观察到类似的转变产物,亦称为贝氏体。钢中的贝氏体是铁素体和碳化物的混合组织,贝氏体具有硬度较高、韧性差的缺点。
3.对于非调质钢锻件来讲,锻后的控制冷却工艺尤为重要,不仅需要保证锻件的硬度合格,而且要保证金相组织合格,主要为珠光体和铁素体,不能产生较多的贝氏体、马氏体等不良组织。
4.非调质钢锻件目前的主要问题是金相组织主要是贝氏体含量超标(含量≥20%)即图3中的白色条带,贝氏体过多,很容易降低其综合力学性能,有待改进。
技术实现要素:
5.本发明的目的,在于提供一种非调质钢的控制冷却工艺,能够降低贝氏体含量,在保证硬度和强度的前提下,最大限度地提高非调质钢的综合性能。
6.为了达成上述目的,本发明的解决方案是:
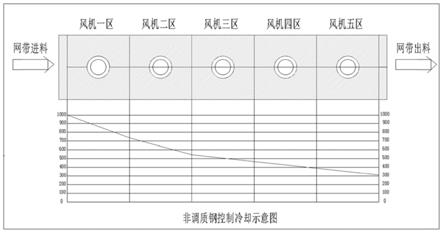
7.一种非调质钢的控制冷却工艺,将热锻后的非调质钢锻件依次经过若干风机区域,各风机区域采用抽风风冷或网带空冷的方式对锻件进行降温,最终得到锻件的表面温度为250-350℃。
8.依次设置5个风机区域,其中,第1个风机区域采用抽风风冷方式,将锻件表面温度由950-1000℃降低至700-750℃;第2个风机区域采用抽风风冷方式,将锻件表面温度降低到550-600℃;第3-5个风机区域均采用网带空冷方式对锻件进行降温,最终锻件表面温度为250-350℃。
9.依次设置5个风机区域,其中,第1个风机区域采用网带空冷方式,将锻件表面温度由950-1000℃降低至800-850℃;第2个风机区域采用抽风风冷方式,将锻件表面温度降低到650-700℃;第3个风机区域采用抽风风冷方式,将锻件表面温度降低到550-600℃;第4-5个风机区域均采用网带空冷方式对锻件进行降温,最终锻件表面温度为250-350℃。
10.采用上述方案后,本发明通过设定非调质钢锻件的冷却环节和冷却温度,以多段不同的冷却速度对锻件进行降温,能够得到合格的表面硬度和金相组织(均匀的铁素体和珠光体组织),贝氏体含量较低(≤10%),符合产品技术要求。
附图说明
11.图1是本发明的流程图;
12.图2是采用本发明得到的金相组织图;
13.图3是采用现有工艺得到的金相组织图;
14.图4是非调质钢的连续冷却转变曲线。
具体实施方式
15.以下将结合附图,对本发明的技术方案及有益效果进行详细说明。
16.如图1所示,本发明提供一种非调质钢的控制冷却工艺,通过依次设置5个降温区(风机一区-风机五区),采用不同的降温组合方式对热锻后的非调质钢锻件进行降温,最终得到的锻件的表面硬度为310-340hb,贝氏体含量较低(≤10%),可配合图2,符合产品技术要求。
17.实施例1
18.步骤1,热锻后的非调质钢锻件,采用红外测试仪测得工件表面温度为950-1000℃,将其送入风机一区抽风风冷,将温度降低至700-750℃输出;
19.步骤2,将前述700-750℃输出的锻件再送入风机二区,以抽风风冷的方式将温度降低到550-600℃输出;
20.步骤3,关闭风机三区、风机四区、风机五区,锻件依次经过所述风机三区、风机四区、风机五区,采用网带空冷的方式对锻件进行冷却,输出温度为250-350℃,此时表面硬度为318-325hb,金相组织为铁素体和珠光体,其中贝氏体含量较低(≤10%),符合产品技术要求。
21.实施例2
22.步骤1,热锻后的非调质钢锻件,采用红外测试仪测得工件表面温度为950-1000℃,将其送入风机一区,风机一区此时处于关闭状态,以网带空冷的方式将锻件表面温度降低至800-850℃输出;
23.步骤2,将前述800-850℃输出的锻件再送入风机二区,以抽风风冷的方式将温度降低到650-700℃输出;
24.步骤3,将前述650-700℃输出的锻件再送入风机三区,以抽风风冷的方式将温度降低到550-600℃输出;
25.步骤4,关闭风机四区、风机五区,锻件依次经过所述风机四区、风机五区,采用网带空冷的方式对锻件进行冷却,输出温度为250-350℃,此时表面硬度为311-315hb,金相组织为铁素体和珠光体,其中贝氏体含量较低(≤10%),符合产品技术要求。
26.如图4所示,根据非调质钢的连续冷却转变曲线,通过在加热后设定不同的冷却速度,会产生不同的金相组织和表面硬度。在现有技术中,如果直接空冷,会造成产品表面硬度偏低;如果直接风冷,会造成产品的表面硬度偏高,且金相组织中的贝氏体比例超标。因此,本发明采用不同的冷却速度,如实施例1是通过先空冷,再风冷,最后空冷的方式,得到合格的金相组织和表面硬度,实施例2则是通过先风冷,再空冷的方式,得到合格的金相组织和表面硬度。
27.以上实施例仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明保护范围之内。
技术特征:
1.一种非调质钢的控制冷却工艺,其特征在于:将热锻后的非调质钢锻件依次经过若干风机区域,各风机区域采用抽风风冷或网带空冷的方式对锻件进行降温,最终得到锻件的表面温度为250-350℃。2.如权利要求1所述的非调质钢的控制冷却工艺,其特征在于:依次设置5个风机区域,其中,第1个风机区域采用抽风风冷方式,将锻件表面温度由950-1000℃降低至700-750℃;第2个风机区域采用抽风风冷方式,将锻件表面温度降低到550-600℃;第3-5个风机区域均采用网带空冷方式对锻件进行降温,最终锻件表面温度为250-350℃。3.如权利要求1所述的非调质钢的控制冷却工艺,其特征在于:依次设置5个风机区域,其中,第1个风机区域采用网带空冷方式,将锻件表面温度由950-1000℃降低至800-850℃;第2个风机区域采用抽风风冷方式,将锻件表面温度降低到650-700℃;第3个风机区域采用抽风风冷方式,将锻件表面温度降低到550-600℃;第4-5个风机区域均采用网带空冷方式对锻件进行降温,最终锻件表面温度为250-350℃。
技术总结
本发明公开一种非调质钢的控制冷却工艺,将热锻后的非调质钢锻件依次经过若干风机区域,各风机区域采用抽风风冷或网带空冷的方式对锻件进行降温,最终得到锻件的表面温度为250-350℃。此种非调质钢的控制冷却工艺通过设定非调质钢锻件的冷却环节和冷却温度,能够得到合格的表面硬度和金相组织(均匀的铁素体和珠光体组织),降低贝氏体含量,在保证硬度和强度的前提下,最大限度地提高非调质钢的综合性能。性能。性能。
技术研发人员:陈立奇 张海建 郭飞 彭勇
受保护的技术使用者:江苏理研科技股份有限公司
技术研发日:2021.12.23
技术公布日:2022/5/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1