一种改良结构的五金件压铸模具的制作方法
1.本实用新型属于五金件加工技术领域,具体为一种改良结构的五金件压铸模具。
背景技术:
2.压铸是五金件加工成型领域常用技术,基本工艺是:将液态金属以较低或较高的速度进入模具的型腔内,在压力的作用下进行加压锻造,液态金属冷却凝固后获得铸件。
3.授权公告号cn210475489u中公开了一种新型家用五金件压铸模具,其包括定模座、动模座、型腔、浇铸管道、温度控制系统、密封系统以及抽气系统,所述型腔由定模座和动模座共同组成,所述温度控制系统包括第一换热器和第二换热器;所述密封系统包括第一气密垫、第二气密垫、连接结构和固定扣,所述第一气密垫设置于动模座上,所述第二气密垫设置于定模座上,所述连接结构设置于动模座和定模座之间,所述固定扣与动模座活页连接扣接在连接结构上;所述抽气系统包括排气管和进气管,所述排气管上设置有抽气阀,所述进气管上设置有第一电控开关。
4.上述公开的一种新型家用五金件压铸模具,该五金件压铸模具在生产过程中由于模具温度较低,导致浇注金属液凝固过早,影响压铸的合格率,且该模具在合模和开模过程中容易歪斜,导致产品变形。
技术实现要素:
5.本实用新型的目的在于提供一种改良结构的五金件压铸模具,以解决现有技术中压铸模具过冷影响产品成功率、压铸模具合模和开模过程中容易歪斜影响成功率的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种改良结构的五金件压铸模具,包括动模和定模,所述动模与定模滑动连接,动模与定模配合时形成模腔,所述动模的上端面设置有浇口,所述浇口的两端设置有排气孔,所述动模的侧端面设置有把手,所述定模内设置有换热管道,所述定模的侧端面设置有进水口和出水口,所述定模的上端面设置有定位柱,所述动模的下端面设置有定位槽,所述动模的下端面设置有上换热片,所述定模的上端面设置有下换热片。
7.优选的,所述换热管道为若干u形通管,所述换热管道的两端与进水口和出水口贯通连接,通过为换热管道通入热水为定模和动模进行预热,或为换热管道通入冷水为定模和动模进行降温。
8.优选的,所述定位柱为四组圆柱形的不锈钢柱,所述定位槽为圆柱形的槽口,通过定位槽与定位柱配合使定模与动模配合更加精准,避免动模在安装和取下过程中晃动,影响产品品质。
9.优选的,所述上换热片和下换热片为若干矩形状的不锈钢片,上换热片和下换热片大大增加了定模与动模的接触面积,从而提升定模与动模的导热效率,方便换热管道为动模进行控温。
10.优选的,所述上换热片的间距与下换热片的厚度相等,当定模与动模配合时,上换
热片与下换热片咬合,提升了定模与动模配合的牢固程度。
11.优选的,所述把手为弓形不锈钢管,把手方便对定模取下和安装。
12.优选的,所述定模和动模的侧端面设置有固定块,所述动模的侧端面转动连接有固定扣,所述定模与动模通过固定块与固定扣配合固定连接,通过转动固定扣扣住固定块方便定模快速固定和取下。
13.与现有技术相比,本实用新型的有益效果是:本实用新型通过为换热管道通入循环热水与上换热片和下换热片配合为动模和定模进行预热从而避免因为模具温度过低导致压铸失败,通过定位柱、定位槽、上换热片和下换热片配合大大提升了定模与动模配合的精准度,从而提升压铸生产的成功率。
附图说明
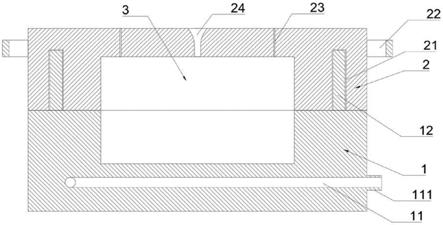
14.图1为本实用新型的整体结构正剖图;
15.图2为本实用新型的侧视图;
16.图3为本实用新型定模的俯视图。
17.图中:1定模、11换热管道、111进水口、112出水口、12定位柱、13下换热片、14固定块、2动模、21定位槽、22把手、23排气孔、24浇口、25上换热片、26固定扣、3模腔。
具体实施方式
18.请参阅图1,一种改良结构的五金件压铸模具,包括动模2和定模1,动模2与定模1滑动连接,动模2与定模1配合时形成模腔3,动模2的上端面开设有浇口24,浇口24的两端开设有排气孔23,动模2的侧端面焊接有把手22,定模1内开设有换热管道11,定模1的侧端面开设有进水口111和出水口112,定模1的上端面焊接有定位柱12,动模2的下端面开设有定位槽21,动模2的下端面焊接有上换热片25,定模1的上端面焊接有下换热片13。
19.请参阅图1,定位柱12为四组圆柱形的不锈钢柱,定位槽21为圆柱形的槽口,通过定位槽21与定位柱12配合使定模1与动模2配合更加精准,避免动模2在安装和取下过程中晃动,影响产品品质,把手22为弓形不锈钢管,把手22方便对定模1取下和安装。
20.请参阅图2,上换热片25和下换热片13为若干矩形状的不锈钢片,上换热片25和下换热片13大大增加了定模1与动模2的接触面积,从而提升定模1与动模2的导热效率,方便换热管道11为动模2进行控温,上换热片25的间距与下换热片13的厚度相等,当定模1与动模2配合时,上换热片25与下换热片13咬合,提升了定模1与动模2配合的牢固程度,定模1和动模2的侧端面焊接有固定块14,动模2的侧端面转动连接有固定扣26,定模1与动模2通过固定块14与固定扣26配合固定连接,通过转动固定扣26扣住固定块14方便定模1快速固定和取下。
21.请参阅图3,换热管道11为若干u形通管,换热管道11的两端与进水口111和出水口112贯通连接,通过为换热管道11通入热水为定模1和动模2进行预热,或为换热管道11通入冷水为定模1和动模2进行降温。
22.本方案的工作原理是:本实用新型在使用时,将动模2沿定位柱12插入定位槽21内,然后将进水口111接通热水,通过热水为定模1和动模2进行预热,然后通过浇口24进行浇筑,当浇筑完成后,将进水口111与冷水接通,通过冷水为定模1和动模2进行降温加速模
具成型。
23.本实用新型通过为换热管道11通入循环热水与上换热片25和下换热片13配合为动模2和定模1进行预热从而避免因为模具温度过低导致压铸失败,通过定位柱12、定位槽21、上换热片25和下换热片13配合大大提升了定模1与动模2配合的精准度,从而提升压铸生产的成功率。
技术特征:
1.一种改良结构的五金件压铸模具,包括动模(2)和定模(1),其特征在于:所述动模(2)与定模(1)滑动连接,动模(2)与定模(1)配合时形成模腔(3),所述动模(2)的上端面设置有浇口(24),所述浇口(24)的两端设置有排气孔(23),所述动模(2)的侧端面设置有把手(22),所述定模(1)内设置有换热管道(11),所述定模(1)的侧端面设置有进水口(111)和出水口(112),所述定模(1)的上端面设置有定位柱(12),所述动模(2)的下端面设置有定位槽(21),所述动模(2)的下端面设置有上换热片(25),所述定模(1)的上端面设置有下换热片(13)。2.根据权利要求1所述的一种改良结构的五金件压铸模具,其特征在于:所述换热管道(11)为若干u形通管,所述换热管道(11)的两端与进水口(111)和出水口(112)贯通连接。3.根据权利要求1所述的一种改良结构的五金件压铸模具,其特征在于:所述定位柱(12)为四组圆柱形的不锈钢柱,所述定位槽(21)为圆柱形的槽口。4.根据权利要求1所述的一种改良结构的五金件压铸模具,其特征在于:所述上换热片(25)和下换热片(13)为若干矩形状的不锈钢片。5.根据权利要求1所述的一种改良结构的五金件压铸模具,其特征在于:所述上换热片(25)的间距与下换热片(13)的厚度相等。6.根据权利要求1所述的一种改良结构的五金件压铸模具,其特征在于:所述把手(22)为弓形不锈钢管。7.根据权利要求1所述的一种改良结构的五金件压铸模具,其特征在于:所述定模(1)和动模(2)的侧端面设置有固定块(14),所述动模(2)的侧端面转动连接有固定扣(26),所述定模(1)与动模(2)通过固定块(14)与固定扣(26)配合固定连接。
技术总结
本实用新型公开了一种改良结构的五金件压铸模具,包括动模和定模,动模与定模滑动连接,动模与定模配合时形成模腔,动模的上端面设置有浇口,浇口的两端设置有排气孔,动模的侧端面设置有把手,定模内设置有换热管道,定模的侧端面设置有进水口和出水口,定模的上端面设置有定位柱,动模的下端面设置有定位槽,动模的下端面设置有上换热片,定模的上端面设置有下换热片。本实用新型通过为换热管道通入循环热水与上换热片和下换热片配合为动模和定模进行预热从而避免因为模具温度过低导致压铸失败,通过定位柱、定位槽、上换热片和下换热片配合大大提升了定模与动模配合的精准度,从而提升压铸生产的成功率。从而提升压铸生产的成功率。从而提升压铸生产的成功率。
技术研发人员:吕路遥
受保护的技术使用者:深圳市康能富盛压铸制品有限公司
技术研发日:2021.02.23
技术公布日:2021/10/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1