一种大型的双砂箱造型生产线的制作方法
1.本实用新型属于铸造砂箱设备技术领域,尤其涉及一种大型的双砂箱造型生产线。
背景技术:
2.铸造是一种古老的制造方法,通过熔炼的金属液体浇注入铸型内,经冷却凝固获得所需形状和性能的零件的制作过程,在我国可以追溯到6000年前。随着工业技术的发展,铸大型铸件的质量直接影响着产品的质量,因此,铸造在机械制造业中占有重要的地位,如机床占60~80%,汽车占25%,拖拉机占50~60%。
3.现今造型线砂箱被广泛应用于铸造生产中,而现有造型线使用的砂箱一次只能铸造一个产品,并且根据需要铸造物件的大小还要更换合适的大小的砂箱,因此随着铸造业产能的不断提升,铸造种类的增长,导致砂箱的数量难以满足需求,并且还需要一定数量不同大小的砂箱也使得铸造成本不断提高。
技术实现要素:
4.为了解决上述技术问题,本实用新型提供一种大型的双砂箱造型生产线,以解决现有的造型线砂箱一次只能铸造一个产品,并且根据需要铸造物件的大小还要更换合适的大小的砂箱,成本较高的问题。一种大型的双砂箱造型生产线,包括上砂箱和下砂箱,其特征在于,所述上砂箱与所述下砂箱的结构相同,所述上砂箱的外侧四周交替焊接有箱把与箱耳,所述上砂箱的外侧四周分别焊接有用于加固箱体的加强筋,所述上砂箱的内侧面通过连接柱焊接有内板,所述内板的内侧面呈间隔均匀焊接有箱带,所述内板的中部设有用于安装隔板的滑槽,所述内板与隔板之间通过定位螺栓固定连接;所述隔板分为三部分,中间部分为卡板,所述卡板的两侧分别通过凹槽连接有侧板,所述侧板的一侧设有与所述卡板相垂直的拐角固定板。
5.所述上砂箱内部具有的定位螺栓的数量至少为8个,所述每个定位螺栓中配有两个螺母,所述螺母分别位于内板与隔板连接处的两侧面。
6.所述隔板的长度比内板的宽度长两个拐角固定板的宽度,所述内板与所述隔板的内部分别设有若干个用于散热的开孔。
7.所述隔板为空心结构,且内部设有若干个支撑板,所述隔板的外侧呈间隔均匀设有与所述内板内侧面相同的箱带。
8.所述侧板与所述卡板的连接处的中间位置设有与卡板两端凸起相匹配的凹槽,所述卡板可通过侧板之间的凹槽进行拆卸或组装。
9.与现有技术相比,本实用新型具有如下有益效果:
10.1.本实用新型隔板的设置,隔板将上砂箱与下砂箱均分隔成两部分,能够根据需求,同时进行多个产品的铸造,节约时间,提高生产效率。
11.2.本实用新型侧板与卡板的设置,隔板有侧板、卡板与拐角固定板组合而成,当需
要大型铸造时,可以根据大型铸造产品的形状进行自由拆卸拆卸和安装,满足不同铸造形状的要求,降低成本,且隔板的内部设有若干个用于散热的开孔,能够快速降低砂箱内的温度,提高大型的双砂箱造型生产线的生产速度。
12.3.本实用新型定位螺栓的设置,内板与隔板通过定位螺栓固定,提高砂型的总体强度和刚性,保持位置不变,提高定位的精准度,且易于安装和拆卸。
附图说明
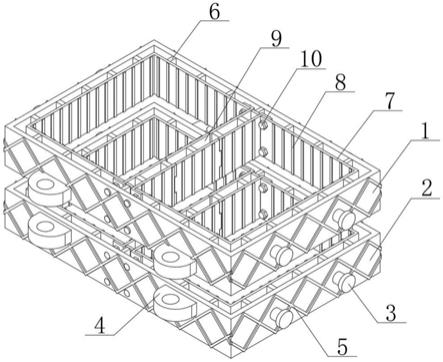
13.图1是本实用新型的整体结构示意图;
14.图2是本实用新型的俯视结构示意图;
15.图3是本实用新型隔板的立体结构示意图;
16.图4是本实用新型内板和隔板的连接结构示意图。
17.图中:
[0018]1‑
上砂箱,2
‑
下砂箱,3
‑
箱把,4
‑
箱耳,5
‑
加强筋,6
‑
连接柱,7
‑
内板,8
‑
箱带,9
‑
隔板,91
‑
侧板,92
‑
卡板,93
‑
拐角固定板,10
‑
定位螺栓。
具体实施方式
[0019]
为了使本技术领域的人员更好地理解本实用新型方案,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
[0020]
如附图1至附图4所示。
[0021]
一种大型的双砂箱造型生产线,包括上砂箱1和下砂箱2,其特征在于,所述上砂箱1与所述下砂箱2的结构相同,所述上砂箱1的外侧四周交替焊接有箱把3与箱耳4,所述上砂箱1的外侧四周分别焊接有用于加固箱体的加强筋5,所述上砂箱1的内侧面通过连接柱6焊接有内板7,所述内板7的内侧面呈间隔均匀焊接有箱带8,所述内板7的中部设有用于安装隔板9的滑槽,所述内板7与隔板9之间通过定位螺栓10固定连接;所述隔板9分为三部分,中间部分为卡板92,所述卡板92的两侧分别通过凹槽连接有侧板91,所述侧板91的一侧设有与所述卡板92相垂直的拐角固定板93。
[0022]
实施例一:
[0023]
将隔板9两端的拐角固定板93通过定位螺栓10与内板7固定在一起,隔板9将上砂箱1与下砂箱2均分隔成两部分,砂子放入双砂箱内,且隔板9的外侧呈间隔均匀设有与内板7内侧面相同的箱带8,能够增加对砂型的附着面积,增大摩擦力,防止掉砂,另外内板7与隔板9的内部分别设有若干个用于散热的开孔,能够快速降低双砂箱内的温度,提高生产速度,同时上砂箱1与下砂箱2的外侧还均设有箱把3与箱耳4,箱耳4可用于安装定位销和定位套,以确保定位精确度且箱耳4的内部开设有空腔,便于吊起,方便移动,另外人们还可以通过握住箱把3进行移动砂箱,当进行小型铸造时,可进行一次多件铸造,节约时间,提高生产效率。
[0024]
实施例二:
[0025]
将隔板9两端的拐角固定板93通过旋转定位螺栓10与内板7分离,取出隔板9,将上
砂箱1与下砂箱2均还原成一种大型双砂箱,或者根据大型砂型的形状将隔板9通过侧板91与卡板92进行自由拆除和组合,满足大型砂型的不同铸造形状的要求,砂子放入砂箱内,且隔板9的外侧呈间隔均匀设有与内板7内侧面相同的箱带8,能够增加对砂型的附着面积,增大摩擦力,防止掉砂,另外内板7与隔板9的内部分别设有若干个用于散热的开孔,能够快速降低双砂箱内的温度,提高生产速度,同时上砂箱1与下砂箱2的外侧还均设有箱把3与箱耳4,箱耳4可用于安装定位销和定位套,以确保定位精确度且箱耳4的内部开设有空腔,便于吊起,方便移动,另外人们还可以通过握住箱把3进行移动砂箱,当进行大型铸造时,可以根据大型铸造产品的形状进行自由拆卸拆卸和安装,满足不同铸造形状的要求,提高大型的双砂箱的利用率。
[0026]
利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
技术特征:
1.一种大型的双砂箱造型生产线,包括上砂箱(1)和下砂箱(2),其特征在于,所述上砂箱(1)与所述下砂箱(2)的结构相同,所述上砂箱(1)的外侧四周交替焊接有箱把(3)与箱耳(4),所述上砂箱(1)的外侧四周分别焊接有用于加固箱体的加强筋(5),所述上砂箱(1)的内侧面通过连接柱(6)焊接有内板(7),所述内板(7)的内侧面呈间隔均匀焊接有箱带(8),所述内板(7)的中部设有用于安装隔板(9)的滑槽,所述内板(7)与隔板(9)之间通过定位螺栓(10)固定连接;所述隔板(9)分为三部分,中间部分为卡板(92),所述卡板(92)的两侧分别通过凹槽连接有侧板(91),所述侧板(91)的一侧设有与所述卡板(92)相垂直的拐角固定板(93)。2.如权利要求1所述的改进结构的造型线砂箱,其特征在于:所述上砂箱(1)内部具有的定位螺栓(10)的数量至少为8个,所述每个定位螺栓(10)中配有两个螺母,所述螺母分别位于内板(7)与隔板(9)连接处的两侧面。3.如权利要求1所述的改进结构的造型线砂箱,其特征在于:所述隔板(9)的长度比内板(7)的宽度长两个拐角固定板(93)的宽度,所述内板(7)与所述隔板(9)的内部分别设有若干个用于散热的开孔。4.如权利要求1所述的改进结构的造型线砂箱,其特征在于:所述隔板(9)为空心结构,且内部设有若干个支撑板,所述隔板(9)的外侧呈间隔均匀设有与所述内板(7)内侧面相同的箱带(8)。5.如权利要求1所述的改进结构的造型线砂箱,其特征在于:所述侧板(91)与所述卡板(92)的连接处的中间位置设有与卡板(92)两端凸起相匹配的凹槽,所述卡板(92)可通过侧板(91)之间的凹槽进行拆卸或组装。
技术总结
本实用新型提供一种大型的双砂箱造型生产线,包括上砂箱和下砂箱,其特征在于,所述上砂箱与所述下砂箱的结构相同,所述上砂箱的外侧四周交替焊接有箱把与箱耳,所述上砂箱的外侧四周分别焊接有用于加固箱体的加强筋,所述上砂箱的内侧面通过连接柱焊接有内板,所述内板的内侧面呈间隔均匀焊接有箱带,所述内板的中部设有用于安装隔板的滑槽,所述内板与隔板之间通过定位螺栓固定连接;所述隔板分为三部分,中间部分为卡板。本实用新型隔板、定位螺栓、侧板与卡板的设置,能够根据需求,同时进行多个产品的铸造,可以根据大型铸造产品的形状进行自由拆卸拆卸和安装,满足不同铸造形状的要求,快速降低大型的双砂箱内的温度,提高生产速度。产速度。产速度。
技术研发人员:贾文栋 毕玲霞
受保护的技术使用者:济南安索机械工程有限公司
技术研发日:2021.05.07
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1