一种用于铝合金端盖喷砂工艺装备的制作方法
1.本实用新型涉及工艺装备技术领域,特别是涉及一种用于铝合金端盖喷砂工艺装备。
背景技术:
2.喷砂是合金产品铸造后常见的一种表面处理手段,其工作过程为将产品挂在挂钩上置于喷砂机内腔进行喷砂,铝合金端盖是常见的需要进行喷砂的合金产品,由于端盖为圆形,中间内凹,径向有圆心到边缘凸台,并无明显挂点,导致此类产品很难进行喷砂加工。
技术实现要素:
3.为了克服上述现有技术的不足,本实用新型提供了一种用于铝合金端盖喷砂工艺装备,通过设计的内支架及压紧装置,将铝合金端盖批量直接放置于支架内进行快速批量喷砂,解决了铝合金端盖喷砂困难的问题,并且具有一定的拓展性。
4.本实用新型解决其技术问题所采用的技术方案是:一种用于铝合金端盖喷砂工艺装备,包括支架组件、压杆固定座和压杆,所述支架组件由外支架和内支架焊接而成,所述压杆焊接在压杆固定座上,所述压杆和压杆固定座组合在一起通过螺栓固定在外支架内,所述外支架内顶部四角焊接有堆码挡板,所述外支架内顶部四角和外支架长方体顶部中心焊接有挂钩。
5.作为优选,所述外支架为长方体且由角钢拼焊而成,所述内支架由圆钢拼焊而成。
6.作为优选,所述内支架上焊接有v型架,所述v型架在外支架的长度方向形成α角,在外支架的宽度方向形成β角,其中α角为15-18
°
,β为55-70
°
,所述v型架用于放置铝合金端盖。
7.作为优选,所述内支架上还安装有内支架上下档杆和内支架左右档杆,所述内支架左右档杆梯形小端尺寸小于铝合金端盖径向圆心到边缘凸台宽度尺寸。
8.作为优选,所述压杆固定座上设有u型槽和螺孔,所述螺孔安装在每根压杆对应的两个压杆固定座上,所述u型槽的设置可以使压杆固定座通过螺栓固定在外支架内的定位尺寸按被喷砂铝合金端盖尺寸来确定,螺孔的设置使压杆位置可以根据被喷砂铝合金端盖的尺寸来确定,保证了铝合金端盖喷砂过程不掉落。
9.作为优选,所述压杆设有长度分别为l1和l2的左旋螺纹和右旋螺纹,通过设置不同的长度有利于压杆快速装入压杆固定座上,并且左旋螺纹和右旋螺纹的设置使压杆装入压杆固定座时只需将压杆朝一个方向旋转即可实现旋入螺孔。
10.本实用新型的实质性效果是:首先,该实用新型结构原理简单,通过设计的内支架及压紧装置,将铝合金端盖批量直接放置于支架内进行快速批量喷砂,解决了铝合金端盖喷砂困难等一系列问题;其次,该实用新型具有一定的拓展性,其结构原理适合在多种铸造产品喷砂过程中推广使用。
附图说明
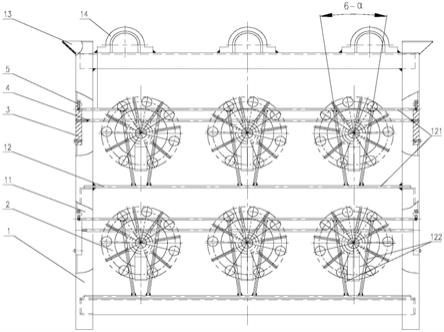
11.图1为本实用新型整体结构正视图;
12.图2为本实用新型整体结构左视图;
13.图3为本实用新型整体结构俯视图;
14.图4为本实用新型压杆固定座示意图;
15.图5为本实用新型压杆示意图;
16.图6为本实用新型铝合金端盖示意图。
17.图中标记为:1-支架组件,2-铝合金端盖,3-压杆固定座,4-压杆,5-螺栓,11-外支架,12-内支架,13-堆码挡板,14-挂钩,31-u型槽,32-螺孔,41-左旋螺纹,42-右旋螺纹,121-内支架上下档杆,122-内支架左右档杆。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.实施例:
20.如图1-6所示,一种用于铝合金端盖喷砂工艺装备,包括支架组件1、压杆固定座3和压杆4,所述支架组件1由外支架11和内支架12焊接而成,所述压杆4焊接在压杆固定座3上,所述压杆4和压杆固定座3组合在一起通过螺栓5固定在外支架11内,所述外支架11内顶部四角焊接有堆码挡板13,所述外支架11内顶部四角和外支架11长方体顶部中心焊接有挂钩14。
21.作为优选,所述外支架11为长方体且由角钢拼焊而成,所述内支架12由圆钢拼焊而成。
22.作为优选,所述内支架12上焊接有v型架,所述v型架在外支架11的长度方向形成α角,在外支架11的宽度方向形成β角,其中α角为15-18
°
,β为55-70
°
,所述v型架用于放置铝合金端盖2。
23.作为优选,所述内支架12上还安装有内支架上下档杆121和内支架左右档杆122,所述内支架左右档杆122梯形小端尺寸小于铝合金端盖2径向圆心到边缘凸台宽度尺寸。
24.作为优选,所述压杆固定座3上设有u型槽31和螺孔32,所述螺孔32安装在每根压杆4对应的两个压杆固定座3上,所述u型槽31的设置可以使压杆固定座3通过螺栓5固定在外支架11内的定位尺寸按被喷砂铝合金端盖2尺寸来确定,螺孔32的设置使压杆4位置可以根据被喷砂铝合金端盖2的尺寸来确定,保证了铝合金端盖2喷砂过程不掉落。
25.作为优选,所述压杆4设有长度分别为l1和l2的左旋螺纹41和右旋螺纹42,通过设置不同的长度有利于压杆4快速装入压杆固定座3上,并且左旋螺纹41和右旋螺纹42的设置使压杆4装入压杆固定座3时只需将压杆朝一个方向旋转即可实现旋入螺孔32。
26.在使用本实用新型一种用于铝合金端盖喷砂工艺装备时,将被喷砂铝合金端盖2放置在v型架上,其中径向有圆心到边缘凸台完全落入v型架内,移动压杆固定座3,确定压杆4与铝合金端盖2接触,紧固螺栓5,将其他铝合金端盖2放入相同工作位,再把安装好铝合
金端盖2的支架组件1吊入喷砂机内腔中即可实现喷砂工作,完成喷砂工作后,相同尺寸的铝合金端盖2则直接将端盖放入支架组件1,吊入喷砂机即可实现批量快速喷砂,换不同类型铝合金端盖2则须重复前面动作进行定位加紧后再进行批量喷砂。
27.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
技术特征:
1.一种用于铝合金端盖喷砂工艺装备,包括支架组件(1)、压杆固定座(3)和压杆(4),其特征在于,所述支架组件(1)由外支架(11)和内支架(12)焊接而成,所述压杆(4)焊接在压杆固定座上(3),所述压杆(4)和压杆固定座(3)组合在一起通过螺栓(5)固定在外支架(11)内,所述外支架(11)内顶部四角焊接有堆码挡板,所述外支架(11)内顶部四角和外支架(11)长方体顶部中心焊接有挂钩。2.根据权利要求1所述的一种用于铝合金端盖喷砂工艺装备,其特征在于,所述外支架(11)为长方体且由角钢拼焊而成,所述内支架(12)由圆钢拼焊而成。3.根据权利要求1所述的一种用于铝合金端盖喷砂工艺装备,其特征在于,所述内支架(12)上焊接有v型架,所述v型架在外支架(11)的长度方向形成α角,在外支架(11)的宽度方向形成β角,其中α角为15-18
°
,β为55-70
°
,所述v型架用于放置铝合金端盖(2)。4.根据权利要求1所述的一种用于铝合金端盖喷砂工艺装备,其特征在于,所述内支架(12)上还安装有内支架上下档杆(121)和内支架左右档杆(122),所述内支架左右档杆(122)梯形小端尺寸小于铝合金端盖(2)径向圆心到边缘凸台宽度尺寸。5.根据权利要求1所述的一种用于铝合金端盖喷砂工艺装备,其特征在于,所述压杆固定座(3)上设有u型槽(31)和螺孔(32),所述螺孔(32)安装在每根压杆(4)对应的两个压杆固定座(3)上。6.根据权利要求1所述的一种用于铝合金端盖喷砂工艺装备,其特征在于,所述压杆(4)设有长度分别为l1和l2的左旋螺纹(41)和右旋螺纹(42)。
技术总结
本实用新型公开了一种用于铝合金端盖喷砂工艺装备,包括支架组件、压杆固定座和压杆,所述支架组件由外支架和内支架焊接而成,所述压杆焊接在压杆固定座上,所述压杆和压杆固定座组合在一起通过螺栓固定在外支架内,所述外支架内顶部四角焊接有堆码挡板,所述外支架内顶部四角和外支架长方体顶部中心焊接有挂钩,该实用新型通过设计的内支架及压紧装置,将铝合金端盖批量直接放置于支架内进行快速批量喷砂,解决了铝合金端盖喷砂困难的问题,并且具有一定的拓展性。具有一定的拓展性。具有一定的拓展性。
技术研发人员:蔡春波 陈量 童伟 宋海峰 邹盛恺 梁声始 赵冉
受保护的技术使用者:江麓机电集团有限公司
技术研发日:2021.05.26
技术公布日:2022/1/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1