改造兼用型砂砂箱的制作方法
1.本实用新型涉及铸件设备技术领域,具体为改造兼用型砂砂箱。
背景技术:
2.型砂砂箱是一种常见的铸件使用设备,其具有操作简单、铸件成型效果好和使用方便的优点,从而具有广泛的使用范围。
3.现有的型砂砂箱通常包括上模和下模,上模与下模均呈长方形状设置,在进行使用时,使用者首先将覆膜砂投添实在下模中,然后,在下模中放入磨具并扣合上模,再继续填砂压实并预留出对应的浇铸口和排气孔,然后将上模抬起取出模具,模具取出后将上模重新扣合在下模上,然后采用对应的硬化加工步骤使上模与下模之间的覆膜砂硬化形成砂包,然后便能够进行后续的浇铸过程。
4.本发明人在实施上述现有技术的过程中,发现现有技术存在以下缺陷:
5.当进行体积较大的模具的铸造过程时,由于模具相距上模与下模的两侧的距离较近,导致砂包成型后靠近上模与下模侧面的位置砂壁厚度较低,浇铸时,易发生铁水冲破砂包的砂壁从上模与下模侧面处的缝隙间流出,导致浇铸失败并引发安全事故,但若重新制作更为大型的模具进行使用,则会增加工厂的生产成本。
技术实现要素:
6.本实用新型的目的在于提供改造兼用型砂砂箱,达到在进行大体积铸件砂包制作时,提高砂包朝向上模与下模两侧位置处的砂壁的抗冲击能力的效果,以解决上述背景技术中提出的问题。
7.为实现上述目的,本实用新型提供如下技术方案:
8.改造兼用型砂砂箱,包括上模与下模,所述上模与下模之间设置有加固组件,加固组件的长度不短于上模或下模的长度;加固组件包括固定连接在下模侧面的支撑板,支撑板上抵接有补砂框,补砂框开设有补砂缺口,补砂缺口朝向上模与下模的间隙设置,补砂缺口盖过上模与下模的间隙;补砂框远离支撑板的位置处开设有充砂孔,补砂框远离上模与下模的间隙的方向上设置有固定组件,固定组件供补砂框与上模之间的相对位置固定。
9.优选的,所述固定组件包括固定板,固定板一端固定连接有固定卡框,固定卡框卡设在上模顶端;固定板另一端弯折后延伸至补砂框远离上模的一侧,固定板上开设有固定孔,固定孔中螺纹连接有固定螺栓,固定螺栓顶紧补砂框远离上模的侧面。
10.优选的,所述充砂孔设置有多个,多个充砂孔沿着补砂框呈直线状均匀阵列。
11.优选的,所述补砂框与支撑板之间设置有限位组件,限位组件包括开设在支撑板上限位槽,限位槽朝向下模设置,限位槽中滑动连接有限位块,限位块与限位槽的截面均呈t型设置,限位块延伸出限位槽后与补砂框固定连接。
12.与现有技术相比,本实用新型的有益效果是:
13.1、在进行砂包的制作时,当上模与下模之间的砂包成型后,工人将上模与下模之
间的间隙增大,然后,通过补砂框上设置的多个充砂孔对补砂框的内部进行充砂,补砂框中冲入的砂将补砂框、上模和下模之间的间隙全部填满,填补的砂同时与上模与下模之间的砂包的外壁抵接,再经过硬化工序后,通过充砂孔补入的砂与砂包一体成型,从而增加了砂包成型后靠近上模与下模侧面的位置砂壁厚度,提高了在浇铸时砂包侧壁的抗冲击能力,进而防止出现铁水冲破砂包的砂壁情况发生,提高了砂包的使用稳定性,达到在进行大体积铸件砂包制作时,提高砂包朝向上模与下模两侧位置处的砂壁的抗冲击能力的效果。
14.2、设置的多个充砂孔一方面能够提高对于补砂框的充砂速度,提高制作砂包的效率,另一方面,多个充砂孔为补砂框提供多个充砂位置,能够使补砂框中能够均匀充砂,防止出现补砂框中的砂体出现空腔的情况,提高了补砂框的使用稳定性。
15.3、设置的限位组件能够自身的形状对于补砂框的位置进行限定,防止在补砂框填砂的过程中出现的倾斜的情况,进一步的提高了补砂框的使用稳定性。
附图说明
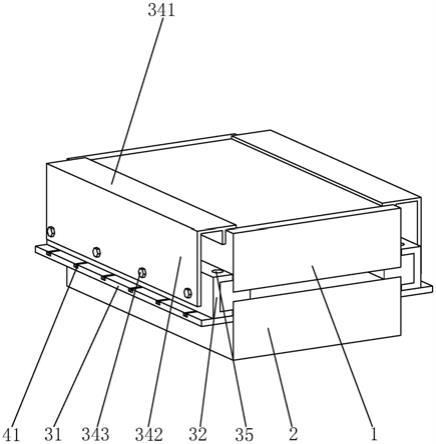
16.图1为展示本实用新型使用时的整体结构示意图;
17.图2为展示加固组件的结构剖视图;
18.图3为展示限位组件的结构示意图。
19.图中:1、上模;2、下模;3、加固组件;31、支撑板;32、补砂框;33、补砂缺口;34、固定组件;341、固定卡框;342、固定板;343、固定螺栓;35、充砂孔;4、限位组件;41、限位槽;42、限位块。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1至图3,本实用新型提供一种技术方案:改造兼用型砂砂箱,包括长方形的上模1与长方形的下模2,上模1与下模2之间设置有两组加固组件3,两组加固组件3分别位于上模1和下模2的两侧;两组加固组件3互相平行;两组加固组件3的长度与上模1或下模2的长度相等。
22.请参阅图1至图3,每组加固组件3均包括固定连接在下模2侧面的长方形的支撑板31,支撑板31上抵接有c型的补砂框32,支撑板31与补砂框32之间设置有限位组件4,限位组件4供补砂框32在支撑板31上进行直线滑动;补砂框32开设有补砂缺口33,补砂缺口33朝向上模1与下模2的间隙设置,补砂缺口33盖过上模1与下模2的间隙;补砂框32远离支撑板31的位置处开设有充砂孔35,充砂孔35设置有多个,多个充砂孔35沿着补砂框32呈直线状均匀阵列;补砂框32远离上模1与下模2的间隙的方向上设置有固定组件34,固定组件34供补砂框32与上模1之间的相对位置固定。
23.请参阅图1至图3,每个限位组件4均包括开设在支撑板31上的长条状的限位槽41,限位槽41朝向下模2设置,限位槽41中滑动连接有限位块42,限位块42与限位槽41的截面均呈t型设置,限位块42延伸出限位槽41后与补砂框32固定连接。
24.请参阅图1至图3,每个固定组件34均包括l状的固定板342,固定板342一端固定连接有c型的固定卡框341,固定卡框341卡设在上模1顶端的边框上;固定板342另一端弯折后延伸至补砂框32远离上模1的一侧,固定板342上开设有固定孔,固定孔中螺纹连接有固定螺栓343,固定螺栓343顶紧补砂框32远离上模1的侧面。
25.工作原理:在进行模型体积较大的砂包制作时,工人首先对上模1和下模2中的砂包进行制作,同时,确定需要补砂框32提供的砂土厚度,然后滑动补砂框32进行调整,限位组件4供补砂框32的位移路径保持垂直与上模1侧壁。
26.砂包制作完成后,工人先将上模1抬起使上模1与下模2之间的缝隙加大,然后,通过多个充砂孔35对上模1和下模2两侧的补砂框32进行充砂,充入的砂将上模1与下模2之间的间隙填补,再填充满补砂框32内的空间,后填充的砂与模内的砂紧密贴合,然后,工人将固定卡框341卡设在上模1的顶端,同时拧紧固定螺栓343顶紧补砂框32,补砂框32对后补入的砂进行限制,然后,工人采用二氧化碳对砂进行硬化,使上模1与下模2之间的砂以及后补入的砂二者一体成型,完成对于砂包侧面的加固工作。综上,通过上述步骤,达到在进行大体积铸件砂包制作时,提高砂包朝向上模1与下模2两侧位置处的砂壁的抗冲击能力的效果。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1