一种直齿内齿轮磨粒流精密加工的夹具的制作方法
1.本实用新型涉及磨粒流加工技术领域,具体为一种直齿内齿轮磨粒流精密加工的夹具。
背景技术:
2.内齿轮作为最基本的机械传动零件,被广泛应用于航空船舶、轨道交通、汽车行业等等重要领域中。为了保证内齿轮的传动精度,必须通过适当的齿轮精加工工艺精加工齿面,降低表面粗糙度。磨齿、珩磨、剃齿以及研磨都属于精加工工艺,但对于尺寸较小的内齿轮而言,这些精加工工艺存在一定的局限性,不能充分发挥各自的优势。磨粒流加工技术非常适用于加工尺寸小且具有复杂内表面的零件。
3.磨粒流加工技术是一种可以保证精度和效率的特殊加工技术,在应用中存在着两大关键点,其中之一就是夹具的设计。在加工过程中,夹具不仅可以将工件固定在机床上,而且能与机床之间形成密闭流道,引导磨料通过工件待加工表面。在开始加工时,存放在磨料缸内的磨料在液压缸的作用下,通过夹具形成的密闭通道进而流过工件待加工表面,循环往复,直至实现对工件内表面的精加工。
技术实现要素:
4.本实用新型的目的是为解决传统直齿内齿轮精密加工精度低、生产成本高的问题,提供一种直齿内齿轮磨粒流精密加工的夹具,本实用新型的优点在于:直齿内齿轮固定在导流体和夹具体之间,并且配合有密封圈,夹紧可靠,还可以缓冲加工压力,磨粒流流体通过导流装置进入,与直齿内齿轮的内表面充分接触磨削,产生精密加工作用,再通过引流体上的陈列圆形通孔流出,循环往复,直到满足加工需求,操作简便可靠。
5.为解决上述技术问题,本实用新型提供如下技术方案:一种直齿内齿轮磨粒流精密加工的夹具,其特征在于,所述该夹具由导流体、六角螺栓、密封圈、直齿内齿轮、夹具体、六角螺母、引流体组成。
6.进一步,作为优选,所述导流体中心设置有阶梯通孔一,边缘设置有螺纹通孔,所述阶梯通孔一为磨粒流入口,用于安装密封圈和直齿内齿轮。
7.进一步,作为优选,所述夹具体中心设置有阶梯通孔二和内螺纹,所述阶梯通孔二用于限位直齿内齿轮。
8.进一步,作为优选,所述引流体为阶梯结构,端部阵列有圆形通孔,外壁设置有螺纹,所述圆形通孔为磨粒流出口,所述引流体与夹具体的内螺纹配合,固定安装在夹具体上。
9.进一步,作为优选,所述直齿内齿轮安装在导流体和夹具体之间,用六角螺栓和六角螺母配合固定。
附图说明
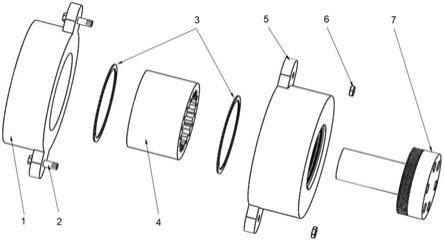
10.图1为本实用新型爆炸示意图
11.图2为本实用新型装配示意图一
12.图3为本实用新型装配示意图二
13.图4为本实用新型导流体示意图
14.图5为本实用新型夹具体示意图
15.图6为本实用新型引流体示意图
16.图中:1、导流体,2、六角螺栓,3、密封圈,4直齿内齿轮,5、夹具体,6、六角螺母,7、引流体。
具体实施方式
17.本实用新型提供了一种直齿内齿轮磨粒流精密加工的夹具,下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清晰、完整的描述,显然所描述的实施例仅仅是本实用新型一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的其他实施例,都属于本实用新型的保护范围。
18.本实用新型主要由七部分组成,分别为导流体1、六角螺栓2、密封圈3、直齿内齿轮4、夹具体5、六角螺母6和引流体7,安装按以下步骤进行:
19.步骤一:将直齿内齿轮4与密封圈3配合,安装在导流体1与夹具体5之间,并用六角螺栓2和六角螺母6固定;
20.步骤二:将引流体7安装在夹具体5上,由此实现本实用新型的安装工作。
21.本夹具在运行时,按以下步骤操作:将导流体1与磨粒流加工机床配合,使磨粒流抛光液沿着导流体1进入,与直齿内齿轮4的内表面充分摩擦,产生磨削作用,再沿着引流体7流出,循环往复,直到达到工程需求。
22.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种直齿内齿轮磨粒流精密加工的夹具,其特征在于,所述该夹具由导流体、六角螺栓、密封圈、直齿内齿轮、夹具体、六角螺母、引流体组成,所述导流体中心设置有阶梯通孔一,边缘设置有螺纹通孔,所述阶梯通孔一为磨粒流入口,用于安装密封圈和直齿内齿轮,所述夹具体中心设置有阶梯通孔二和内螺纹,所述阶梯通孔二用于限位直齿内齿轮,所述引流体为阶梯结构,端部阵列有圆形通孔,外壁设置有螺纹,所述圆形通孔为磨粒流出口,所述引流体与夹具体的内螺纹配合,固定安装在夹具体上,所述直齿内齿轮安装在导流体和夹具体之间,用六角螺栓和六角螺母配合固定。
技术总结
本实用新型提供一种直齿内齿轮磨粒流精密加工的夹具,由导流体、六角螺栓、密封圈、直齿内齿轮、夹具体、六角螺母、引流体组成,本实用新型的优点在于:直齿内齿轮固定在导流装置和夹具体之间,两端配合有密封圈,夹紧可靠,还可以缓冲加工压力,磨粒流抛光液通过导流体进入,与直齿内齿轮的内表面充分接触磨削,产生精密加工作用,再通过引流体陈列的圆形通孔流出,圆形通孔的存在还可以引导磨粒流抛光液的加工路径偏向于直齿内齿轮的内表面,提高了磨粒流抛光液与直齿内齿轮的接触频率,进而提高了精密加工效率,并且操作简便可靠。并且操作简便可靠。并且操作简便可靠。
技术研发人员:朱金宝 王利雄 李军
受保护的技术使用者:吉林省领智精机科技有限公司
技术研发日:2021.06.26
技术公布日:2021/12/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1