一种合金凸模批量加工高精度工装夹具的制作方法
1.本实用新型涉及合金凸模工装夹具技术领域,具体讲是指一种合金凸模批量加工高精度工装夹具。
背景技术:
2.目前对合金凸模在磨床上加工时,若是磁性材料的合金凸模,可通过磨床上的电磁吸盘对产品进行固定后再进行加工;若是加工无磁性的合金凸模时,则无法使用磨床上的电磁吸盘对其进行固定,市场上都是用胶水将合金凸模粘在磨床工作台板上,等待胶水干了之后再进行磨加工,此种加工方式不仅浪费时间,而且结束后还需要铲除胶水,操作麻烦。
技术实现要素:
3.针对现有技术的不足,本实用新型的目的在于提供一种合金凸模批量加工高精度工装夹具,以解决现有技术中的使用胶水将无磁性的合金凸模固定在磨床上进行加工的方式,效率低且操作不便的技术问题。
4.为解决上述技术问题,本实用新型提供了一种合金凸模批量加工高精度工装夹具,其中,包括夹具本体,夹具本体顶面上设有用于放置合金凸模的凹槽,凹槽深度小于合金凸模直径,凹槽呈贯穿夹具本体设置,夹具本体侧面设有螺纹孔,螺纹孔自夹具本体侧面起延伸至凹槽并与凹槽垂直,螺纹孔内连接有螺栓。
5.采用上述结构后,本实用新型一种合金凸模批量加工高精度工装夹具具有以下优点:夹具本体可由磁性材料制成,可直接固定在磨床电磁吸盘上,合金凸模从凹槽一端放入,然后通过螺栓固定后即可进行加工,拆装方便;除此之外,凹槽深度可由合金凸模加工后的实际尺寸而定,使得加工精度高;而且可大批量制造几十个此工装夹具,均通过电磁吸盘固定,可实现大批量加工,较大程度上提高了加工效率。
6.作为改进,凹槽共两条且均沿夹具本体长度方向设置;采用此种结构,每条凹槽中均可放置一个合金凸模,两个合金凸模同时进行加工,进一步提高了加工效率。
7.作为改进,位于夹具本体的同一侧面上的螺栓为两个;采用此种结构,两个螺栓固定同一个凹槽中的合金凸模,增加合金凸模在凹槽中的稳定性,防止合金凸模在加工时发生位移导致加工精度降低。
8.作为改进,凹槽截面为圆弧形;采用此种结构,截面为圆弧形的凹槽更加贴合合金凸模圆柱形的结构,使得合金凸模在凹槽中定位更加稳定。
9.作为改进,夹具本体侧面上设有供螺栓头部进入的避让孔,避让孔与螺纹孔等高,螺纹孔与避让孔的深度之和大于螺栓总长;采用此种结构,当多个工装夹具同时使用时,一个夹具本体上的螺栓头可以放入另一夹具本体上的避让孔中,使得夹具本体之间更加紧凑,能在磨床电磁吸盘上一次放置更多的此工装夹具,进一步提高加工效率。
10.作为改进,夹具本体为长方体;采用此种结构,当多个工装夹具同时使用时,长方
体结构的夹具本体可使得夹具本体之间拼合得更加紧凑,能在磨床电磁吸盘上一次放置更多的此工装夹具,进一步提高加工效率。
附图说明
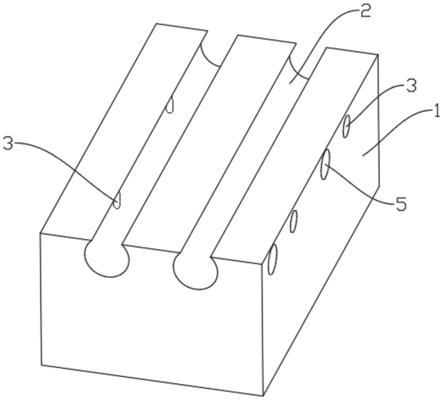
11.图1为本实用新型中夹具本体的立体结构示意图。
12.图2为本实用新型中合金凸模安装在夹具本体中时的立体结构示意图。
13.图3为本实用新型中两个夹具本体拼合时的立体结构示意图。
14.图4为本实用新型中两个夹具本体拼合状态的分解示意图。
15.附图标记:1、夹具本体;2、凹槽;3、螺纹孔;4、螺栓;5、避让孔;6、合金凸模。
具体实施方式
16.下面结合附图对本实用新型一种合金凸模批量加工高精度工装夹具作详细说明。
17.如图1至4所示,一种合金凸模批量加工高精度工装夹具,其中,包括夹具本体1,夹具本体1是热处理hrc58
‑
60度的耐磨损磁性材料,夹具本体1形状为长方体,顶面上设有两条沿夹具本体1长度方向设置的并且用于放置合金凸模6的凹槽2,凹槽2截面为圆弧形,凹槽2深度小于合金凸模6直径,具体深度可由合金凸模6加工后的尺寸决定,凹槽2呈贯穿夹具本体1设置,夹具本体1左右两个侧面上均设有螺纹孔3,每个侧面上均设有两个螺纹孔3,每个螺纹孔3均自夹具本体1侧面起延伸至凹槽2并与凹槽2垂直,每个螺纹孔3内均连接有螺栓4;夹具本体1左右两个侧面上均设有供螺栓4头部进入的避让孔5,每个侧面上均设有两个避让孔5,避让孔5与螺纹孔3等高而且螺纹孔3与避让孔5的深度之和大于螺栓4总长。
18.使用时,将合金凸模6从凹槽2一端插入到凹槽2中,通过螺栓4对合金凸模6进行固定,然后将夹具本体1放置到磨床的电磁吸盘上,通过磨床加工磨去合金凸模6位于露出在凹槽2上侧的部分;当放置两个此工装夹具时,将螺栓4露在夹具本体1外的头部放入到相邻的夹具本体1上的避让孔5中使得相邻夹具本体1的相邻侧面相贴合达到如图3所示的拼合效果,放置更多数量的工装夹具时,效仿此法进行多重拼合。
19.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述一种实施方式,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
技术特征:
1.一种合金凸模批量加工高精度工装夹具,其特征在于,包括夹具本体(1),所述夹具本体(1)顶面上设有用于放置合金凸模(6)的凹槽(2),所述凹槽(2)深度小于合金凸模(6)直径,所述凹槽(2)呈贯穿所述夹具本体(1)设置,所述夹具本体(1)侧面设有螺纹孔(3),所述螺纹孔(3)自所述夹具本体(1)侧面起延伸至所述凹槽(2)并与所述凹槽(2)垂直,所述螺纹孔(3)内连接有螺栓(4)。2.根据权利要求1所述的一种合金凸模批量加工高精度工装夹具,其特征在于,所述凹槽(2)共两条且均沿所述夹具本体(1)长度方向设置。3.根据权利要求1所述的一种合金凸模批量加工高精度工装夹具,其特征在于,位于所述夹具本体(1)的同一侧面上的所述螺栓(4)为两个。4.根据权利要求1所述的一种合金凸模批量加工高精度工装夹具,其特征在于,所述凹槽(2)截面为圆弧形。5.根据权利要求1所述的一种合金凸模批量加工高精度工装夹具,其特征在于,所述夹具本体(1)侧面上设有供所述螺栓(4)头部进入的避让孔(5),所述避让孔(5)与所述螺纹孔(3)等高,所述螺纹孔(3)与所述避让孔(5)的深度之和大于所述螺栓(4)总长。6.根据权利要求1所述的一种合金凸模批量加工高精度工装夹具,其特征在于,所述夹具本体(1)为长方体。
技术总结
本实用新型涉及一种合金凸模批量加工高精度工装夹具,其中,包括夹具本体,夹具本体顶面上设有用于放置合金凸模的凹槽,凹槽深度小于合金凸模直径,凹槽呈贯穿夹具本体设置,夹具本体侧面设有螺纹孔,螺纹孔自夹具本体侧面起延伸至凹槽并与凹槽垂直,螺纹孔内连接有螺栓,夹具本体可直接安装在磨床上,合金凸模从凹槽一端放入,然后通过螺栓固定后即可进行加工,拆装方便,可实现大批量加工,以解决现有技术中的使用胶水将无磁性的合金凸模固定在磨床上进行加工的方式,效率低且操作不便的技术问题。问题。问题。
技术研发人员:谢梅
受保护的技术使用者:宁波建欣精密模具有限公司
技术研发日:2021.06.30
技术公布日:2021/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1