一种具有双目相机的钢坯重量高精度测控装置的制作方法
1.本实用新型涉及钢铁铸造技术领域,尤其涉及一种测控钢坯重量的装置。
背景技术:
2.龙钢公司现有八机八流连铸机2座,五机五流连铸机3座,四机四流板坯连铸机1座,主要以生产建筑用棒线材产品为主,年产量约为800万吨。
3.长期以来,针对小方坯连铸机的共性问题,连铸方坯以定尺方式供给棒材轧机,但在生产过程中,由于钢坯截面积受结晶器磨损影响,密度受温度和拉速等因素变化的影响,会造成定尺相同的铸坯,但其重量存在较大的差异,由此而造成在轧制棒材时,会产生大量的非定尺铸坯,从而导致成材率降低,影响销售价格和企业效益,是目前钢铁行业急需解决的难题。
技术实现要素:
4.本实用新型的目的在于避免现有技术的不足提供一种结构简单,能够对钢铸坯进行准确的检测和重量预测和动态调整,实现对钢坯重量的精准控制的一种具有双目相机的钢坯重量高精度测控装置。
5.为实现上述目的,本实用新型采取的技术方案为:一种具有双目相机的钢坯重量高精度测控装置,所述的钢坯重量高精度测控装置设置在连铸机的多个水平方向铸坯辊道上,在每个水平方向的铸坯辊道的出口处设有火切机,所述的火切机和钢坯重量高精度测控装置之间的距离为1.5
‑
2m;所述的火切机用于连铸机出钢时,在水平辊道上切割铸坯;所述的钢坯重量高精度测控装置用于测量切割后铸坯的体积参数,从而确定铸坯的重量;
6.所述的钢坯重量高精度测控装置包括用于采集铸坯横截面参数的双目相机和用于采集铸坯长度和运行速度的激光多普勒测速仪,所述双目相机和激光多普勒测速仪通过龙门架设置在所述铸坯轴向的正上方。
7.进一步的,所述的龙门架包括两个垂直与地面的一对支撑架和由所述支撑架支撑的横梁,所述的双目相机和激光多普勒测速仪分别设置在横梁长度延伸方向上的两个侧面上。
8.进一步的,激光多普勒测速仪的探测区域设置在所述铸坯的轴向中线上。
9.进一步的,在所述的龙门架上还设有用于测量铸坯温度的测温仪,所述测温仪与所述铸坯的距离为1.5m
‑
10cm。
10.进一步的,所述的龙门架横梁的架设高度为175
‑
180cm。
11.本实用新型的有益效果是:本实用新型以解决钢坯定重这一行业性难题为目标,利用新技术新观念进行的一项创新型研究和应用,首次在钢坯定重控制采用了双目相机和激光多普勒测速仪,打破了传统切后再称重反馈调整的方式,在切割之前就对钢坯进行准确的检测和重量预测,实现根根可以准确测量动态调整,实现钢铸坯的横截面检测精度控制在
±
0.02mm,高速图像处理分析,生成深度数据速度达1300线/s、长度检测达到毫米级精
度,在昏暗环境下有效抑制光线及阴影干扰保持正常水平及钢铸坯定重控制精度
±
3kg,稳定在90%以上的行业最好控制水平,实现对钢坯重量的精准控制,适合在全行业推广。
附图说明
12.图1是本实用新型的位置设置结构示意图;
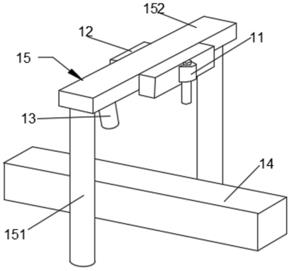
13.图2是本实用新型的结构示意图。
具体实施方式
14.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
15.实施例1,如图1所示,一种具有双目相机的钢坯重量高精度测控装置,所述的钢坯重量高精度测控装置1设置在连铸机2的多个水平方向铸坯辊道21上,在每个水平方向的铸坯辊道21的出口处设有火切机3,所述的火切机3和钢坯重量高精度测控装置1之间的距离为1.5
‑
2m;所述的火切机3用于连铸机2出钢时,在水平辊道21上切割铸坯14;所述的钢坯重量高精度测控装置1用于测量切割后铸坯14的体积参数,从而确定铸坯14的重量;
16.所述的钢坯重量高精度测控装置1包括用于采集铸坯横截面参数的双目相机11和用于采集铸坯长度和运行速度的激光多普勒测速仪12,所述双目相机11和激光多普勒测速仪12通过龙门架15设置在所述铸坯14轴向的正上方。激光多普勒测速仪12的探测区域设置在所述铸坯14的轴向中线上。
17.龙门架15包括两个垂直与地面的一对支撑架151和由所述支撑架151支撑的横梁152,所述的双目相机11和激光多普勒测速仪12分别设置在横梁152长度延伸方向上的两个侧面上。在所述的龙门架15上还设有用于测量铸坯温度的测温仪13,所述测温仪13与所述铸坯14的距离为1.5m
‑
10cm。龙门架15横梁152的架设高度为175
‑
180cm。
18.本实用新型在操作时,首先采用双目相机11和激光多普勒测速仪12对钢坯横截面和长度实现精准测量,即可以准确得到测量钢铸坯的体积,由体积再求得钢铸坯的质量,最大程度避免由于检测精度或干扰源而引起的检测误差问题。
19.激光多普勒测速仪12测速应用的是差分激光多普勒原理,激光器发出的光平均分成两束后射出,并在被测物体表面再次汇聚,探测器接收反射光,当被测物体横向速度为零时,反射光与探测光频率相同;当横向速度不为零时,反射光相对探测光会发生频移fp=(2sinφ/λ)
×
v,测速仪通过快速傅里叶变换解算频移大小,得出被测物体的横向速度,那么通过测量的实时速度v与时间t,假设v与t存在v=f(t)的关系,则有某时刻t’出坯总长度l总为
[0020][0021]
所述的双目相机11可以测得物体轮廓,即钢坯上表面w宽度,h高度;通过面积公式可得:s横截面=w宽度
×
h高度;当我们通过测速仪和算法测量出实时胚子长度l后,假设体积s横截面与l存在s横截面=f(l)的关系,则有坯子长度为l’时,坯子体积v体’为:
[0022]
[0023]
根据在线的监测设备我们获取每个钢坯的实时宽度、长度、高度、拉速、中包温度、钢坯温度、通钢量和配水量等数据,并对采集的数据进行大量的有效性筛查,对有效数据基于svm进行回归训练学习和反复验证,建立大量有效的数据样本,建立辅助预测调整模型,用于密度系数调整;最终即可得到准确的铸坯重量。
[0024]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种具有双目相机的钢坯重量高精度测控装置,其特征在于,所述的钢坯重量高精度测控装置(1)设置在连铸机(2)的多个水平方向铸坯辊道(21)上,在每个水平方向的铸坯辊道(21)的出口处设有火切机(3),所述的火切机(3)和钢坯重量高精度测控装置(1)之间的距离为1.5
‑
2m;所述的火切机(3)用于连铸机(2)出钢时,在铸坯辊道(21)上切割铸坯(14);所述的钢坯重量高精度测控装置(1)用于测量切割后铸坯(14)的体积参数,从而确定铸坯(14)的重量;所述的钢坯重量高精度测控装置(1)包括用于采集铸坯横截面参数的双目相机(11)和用于采集铸坯长度和运行速度的激光多普勒测速仪(12),所述双目相机(11)和激光多普勒测速仪(12)通过龙门架(15)设置在所述铸坯(14)轴向的正上方。2.如权利要求1所述的一种具有双目相机的钢坯重量高精度测控装置,其特征在于,所述的龙门架(15)包括两个垂直与地面的一对支撑架(151)和由所述支撑架(151)支撑的横梁(152),所述的双目相机(11)和激光多普勒测速仪(12)分别设置在横梁(152)长度延伸方向上的两个侧面上。3.如权利要求1所述的一种具有双目相机的钢坯重量高精度测控装置,其特征在于,激光多普勒测速仪(12)的探测区域设置在所述铸坯(14)的轴向中线上。4.如权利要求1所述的一种具有双目相机的钢坯重量高精度测控装置,其特征在于,在所述的龙门架(15)上还设有用于测量铸坯温度的测温仪(13),所述测温仪(13)与所述铸坯(14)的距离为1.5m
‑
10cm。5.如权利要求1所述的一种具有双目相机的钢坯重量高精度测控装置,其特征在于,所述的龙门架(15)横梁(152)的架设高度为175
‑
180cm。
技术总结
本实用新型涉及一种具有双目相机的钢坯重量高精度测控装置,所述的钢坯重量高精度测控装置设置在连铸机的多个水平方向铸坯辊道上,在每个水平方向的铸坯辊道的出口处设有火切机,所述的火切机和钢坯重量高精度测控装置之间的距离为1.5
技术研发人员:刘国强 高仲毅 卜阳
受保护的技术使用者:陕西龙门钢铁有限责任公司
技术研发日:2021.07.30
技术公布日:2021/12/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1