一种工件棱角打磨组件的制作方法
1.本实用新型一种工件棱角打磨组件,属于磁材加工技术领域。
背景技术:
2.目前钕铁硼永磁材料多为立方体工件,由于棱角锋利,故需要进行打磨处理,形成圆弧圆角的立方体工件方可合格,受工人技能熟练程度的影响,加工出来的圆角很难统一尺寸,而且废品率较高。
技术实现要素:
3.本实用新型克服了现有技术存在的不足,提供了一种工件棱角打磨组件,圆角尺寸统一,大大提高了产品的成品率,生产效率大为提高。
4.为了解决上述技术问题,本实用新型采用的技术方案为:一种工件棱角打磨组件,包括机架、驱动机构、砂轮、砂轮支撑座、支撑架和打磨治具,两个所述砂轮支撑座对称设置在机架顶部,所述砂轮通过转轴活动设置在两个所述砂轮支撑座之间,所述驱动机构也设置在机架顶部,所述驱动机构的动力输出端与砂轮的转轴连接在一起,带动砂轮转动;所述支撑架设置在砂轮两端的机架上,所述打磨治具的两端活动设置在支撑架上,所述打磨治具横截面为直角状长条板,所述打磨治具的直角处开设有长孔,所述打磨治具位于砂轮上方。
5.所述打磨治具的直角敞口处在常态下向上,方便放入被打磨的工件。
6.所述打磨治具的长孔贴合砂轮的外轮缘设置,便于工件伸出长孔外侧的部分被砂轮打磨。
7.其中一个所述支撑架上设置有限位板,所述限位板用于限制打磨治具的转动角度。
8.所述打磨治具的一端端部贯穿支撑架设置,且所述打磨治具伸出到支撑架外侧的端部设置有重力锤,所述重力锤用于确保打磨治具在静态下直角敞口朝上。
9.本实用新型与现有技术相比具有的有益效果是:本实用新型利用机械臂将工件抓取至打磨治具的直角敞口处,利用打磨治具固定,且工件的棱边从打磨治具的长孔处漏出,转动的砂轮将漏出的棱边进行打磨,打磨过程中,机械臂推动打磨治具绕打磨治具与支撑架的连接处转动,使得打磨的棱边呈圆弧过渡,打磨完成后,机械臂将工件带走,本实用新型打磨治具的利用重力锤使得打磨治具的直角敞口静态下朝上,方便机械臂抓取的工件放入到打磨治具的直角敞口内,本实用新型依靠设备自动打磨,打磨的工件尺寸统一,成品率大大提高,打磨效率也提高了。
附图说明
10.下面结合附图对本实用新型做进一步的说明。
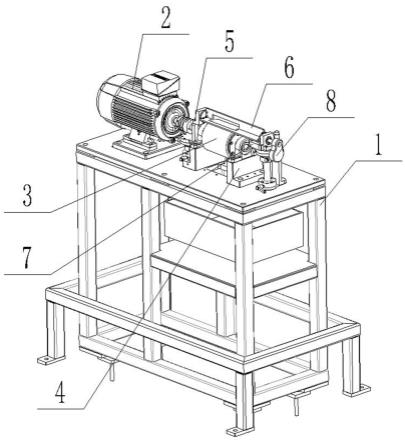
11.图1为本实用新型的结构示意图。
12.图2为本实用新型的使用状态图一。
13.图3为本实用新型的使用状态图二。
14.图中:1为机架、2为驱动机构、3为砂轮、4为砂轮支撑座、5为支撑架、6为打磨治具、7为限位板、8为重力锤。
具体实施方式
15.如图1~图3所示,本实用新型一种工件棱角打磨组件,包括机架1、驱动机构2、砂轮3、砂轮支撑座4、支撑架5和打磨治具6,两个所述砂轮支撑座4对称设置在机架1顶部,所述砂轮3通过转轴活动设置在两个所述砂轮支撑座4之间,所述驱动机构2也设置在机架1顶部,所述驱动机构2的动力输出端与砂轮3的转轴连接在一起,带动砂轮3转动;所述支撑架5设置在砂轮3两端的机架1上,所述打磨治具6的两端活动设置在支撑架5上,所述打磨治具6横截面为直角状长条板,所述打磨治具6的直角处开设有长孔,所述打磨治具6位于砂轮3上方。
16.所述打磨治具6的直角敞口处在常态下向上,方便放入被打磨的工件。
17.所述打磨治具6的长孔贴合砂轮3的外轮缘设置,便于工件伸出长孔外侧的部分被砂轮3打磨。
18.其中一个所述支撑架5上设置有限位板7,所述限位板7用于限制打磨治具6的转动角度。
19.所述打磨治具6的一端端部贯穿支撑架5设置,且所述打磨治具6伸出到支撑架5外侧的端部设置有重力锤8,所述重力锤8用于确保打磨治具6在静态下直角敞口朝上。
20.本实用新型利用机械臂将工件抓取至打磨治具6的直角敞口处,利用打磨治具6固定,且工件的棱边从打磨治具6的长孔处漏出,转动的砂轮3将漏出的棱边进行打磨,打磨过程中,机械臂推动打磨治具6绕打磨治具6与支撑架5的连接处转动,使得打磨的棱边呈圆弧过渡,打磨完成后,机械臂将工件带走,本实用新型打磨治具6的利用重力锤8使得打磨治具6的直角敞口静态下朝上,方便机械臂抓取的工件放入到打磨治具6的直角敞口内,本实用新型依靠设备自动打磨,打磨的工件尺寸统一,成品率大大提高,打磨效率也提高了。
21.上面结合附图对本实用新型的实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
技术特征:
1.一种工件棱角打磨组件,其特征在于,包括机架(1)、驱动机构(2)、砂轮(3)、砂轮支撑座(4)、支撑架(5)和打磨治具(6),两个所述砂轮支撑座(4)对称设置在机架(1)顶部,所述砂轮(3)通过转轴活动设置在两个所述砂轮支撑座(4)之间,所述驱动机构(2)也设置在机架(1)顶部,所述驱动机构(2)的动力输出端与砂轮(3)的转轴连接在一起,带动砂轮(3)转动;所述支撑架(5)设置在砂轮(3)两端的机架(1)上,所述打磨治具(6)的两端活动设置在支撑架(5)上,所述打磨治具(6)横截面为直角状长条板,所述打磨治具(6)的直角处开设有长孔,所述打磨治具(6)位于砂轮(3)上方。2.根据权利要求1所述的一种工件棱角打磨组件,其特征在于,所述打磨治具(6)的直角敞口处在常态下向上,方便放入被打磨的工件。3.根据权利要求1所述的一种工件棱角打磨组件,其特征在于,所述打磨治具(6)的长孔贴合砂轮(3)的外轮缘设置,便于工件伸出长孔外侧的部分被砂轮(3)打磨。4.根据权利要求1所述的一种工件棱角打磨组件,其特征在于,其中一个所述支撑架(5)上设置有限位板(7),所述限位板(7)用于限制打磨治具(6)的转动角度。5.根据权利要求1所述的一种工件棱角打磨组件,其特征在于,所述打磨治具(6)的一端端部贯穿支撑架(5)设置,且所述打磨治具(6)伸出到支撑架(5)外侧的端部设置有重力锤(8),所述重力锤(8)用于确保打磨治具(6)在静态下直角敞口朝上。
技术总结
本实用新型公开一种工件棱角打磨组件,圆角尺寸统一,大大提高了产品的成品率,生产效率大为提高;为了解决上述技术问题,本实用新型采用的技术方案为:一种工件棱角打磨组件,包括机架、驱动机构、砂轮、砂轮支撑座、支撑架和打磨治具,两个所述砂轮支撑座对称设置在机架顶部,所述砂轮通过转轴活动设置在两个所述砂轮支撑座之间,所述驱动机构也设置在机架顶部,所述驱动机构的动力输出端与砂轮的转轴连接在一起,带动砂轮转动;所述支撑架设置在砂轮两端的机架上,所述打磨治具的两端活动设置在支撑架上,所述打磨治具横截面为直角状长条板,所述打磨治具的直角处开设有长孔,所述打磨治具位于砂轮上方。磨治具位于砂轮上方。磨治具位于砂轮上方。
技术研发人员:尉小雪 王素钢 曾红璋 刘海健
受保护的技术使用者:山西万立科技有限公司
技术研发日:2021.08.13
技术公布日:2022/6/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1