一种粉末冶金成型压机用送粉靴的制作方法
1.本实用新型属于粉末冶金成型压机配件技术领域,具体涉及一种粉末冶金成型压机用送粉靴。
背景技术:
2.当前市场上所使用的粉末冶金压机的送粉靴,为了保证一定的气密性,在使用时如果送粉靴移动填充粉末的速度快会导致粉末冶金压机的阴模模腔内的气体无法排出,造成阴模模腔内的粉末填充因为有气体存在而填充不均匀,例如在cn21327735u中的送粉靴。造成产品质量不稳定或者不良。为了保证粉末填充的稳定性就要降低送粉靴的速度,进而影响生产节拍,使效率降低。
技术实现要素:
3.本实用新型的目的在于提供一种粉末冶金成型压机用送粉靴,克服了现有技术的不足,解决了现有技术稳定性和送粉靴的速度相互冲突的技术问题,在不降低送粉靴速度的情况下,在送粉靴底部安装横向逃气管,可以有效排出粉末填充时的阴模模腔内的气体。可以保证生产效率,同时粉末填充均匀提高产品质量。
4.为解决上述问题,本实用新型所采取的技术方案如下:
5.一种粉末冶金成型压机用送粉靴,粉末冶金成型压机包括阴模模腔、阴模、下冲、送粉管和送粉靴,所述送粉靴底部设有逃气管。
6.进一步,所述逃气管为若干个,所述逃气管横向安装。
7.进一步,所述逃气管两端均位于送粉靴横向端面内。
8.进一步,所述逃气管为条形板,所述条形板横截面为v字形结构,所述v字形结构开口朝下且与送粉靴下表面平齐。
9.进一步,所述v字形结构开口角度为5度~90度。
10.进一步,所述v字形结构开口角度为25~60度。
11.进一步,所述逃气管为两个或四个或六个或六个以上。
12.进一步,所述逃气管为不锈钢材质。
13.进一步,所述条形板包括直线形条形板和异型条形板。
14.进一步,所述异型条形板包括波浪形条形板、弧形条形板、v字形结构。
15.本实用新型与现有技术相比较,具有以下有益效果:
16.本实用新型所述一种粉末冶金成型压机用送粉靴,在不降低送粉靴速度的情况下,在送粉靴底部安装横向逃气管,可以有效排出粉末填充时的阴模模腔内的气体。可以保证生产效率,同时粉末填充均匀提高产品质量。
附图说明
17.图1为一种粉末冶金成型压机用送粉靴的结构示意图。
18.图2为送粉靴部件局部的结构示意图。
19.图3为送粉靴的局部俯视结构示意图。
20.图4为送粉靴的立体结构示意图。
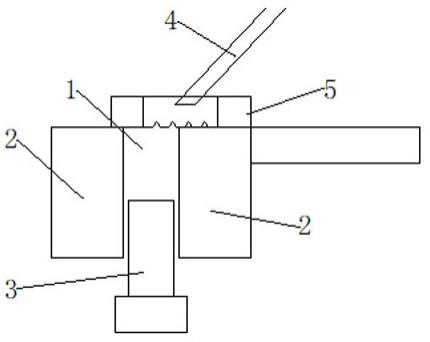
21.图5为现有的粉末冶金压机示意图。
22.图6为装有波浪形条形板的送粉靴结构示意图。
23.图7为装有v字形条形板的送粉靴结构示意图。
24.1为阴模模腔、2为阴模、3为下冲、4为送粉管、5为送粉靴、6为逃气管。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
实施例
26.如图所示,本实用新型一种粉末冶金成型压机用送粉靴,粉末冶金成型压机包括阴模模腔1、阴模2、下冲3、送粉管4和送粉靴5,送粉靴底部5设有逃气管6,逃气管6横向安装,在填粉过程中阴模模腔1内的空气沿着横向设置的逃气管6排出;逃气管6可以设计成若干个,一般是两个、四个、六个或者更多,这样可以使得整个装置内各处的气体可以排出;逃气管6两端均位于送粉靴5横向端面内,这样排布相对更加简洁明了;逃气管6为条形板,不锈钢材质,条形板横截面为v字形结构,v字形结构开口朝下且与送粉靴下表面平齐,v字形结构开口角度为5度~90度,可以根据粉末的大小和特性设置相应角度,可以增加逃气的顺畅性,一般v字形结构开口角度为25~60度,这个范围内的角度适用相对广泛。
27.本实用新型一种粉末冶金成型压机用送粉靴,铁粉顺着送粉管4进入送粉靴5,送粉靴5带着送粉靴内的铁粉移动至阴模模腔1上,送粉靴5内的铁粉流入阴模模腔1中,在填粉过程中阴模模腔1内的空气沿着横向设置的逃气管6排出,可以有效排出粉末填充时的阴模模腔内的气体。
28.此外,条形板的形状可以是直线型,传统也均是用的直线型,也可以设计成波浪形、弧形、v字形,参考图6-7,这样可以减少逃气槽的数量即可达到相差不大的效果,并且可以充分针对产品形状进行设计,满足实际需求。
29.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
技术特征:
1.一种粉末冶金成型压机用送粉靴,粉末冶金成型压机包括阴模模腔、阴模、下冲、送粉管和送粉靴,其特征在于:所述送粉靴底部设有逃气管,所述逃气管横向安装。2.根据权利要求1所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述逃气管为若干个。3.据权利要求2所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述逃气管两端均位于送粉靴横向端面内。4.根据权利要求1或2所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述逃气管为条形板,所述条形板横截面为v字形结构,所述v字形结构开口朝下且与送粉靴下表面平齐。5.根据权利要求4所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述v字形结构开口角度为5度~90度。6.根据权利要求5所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述v字形结构开口角度为25~60度。7.据权利要求2所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述逃气管为两个或四个或六个或六个以上。8.据权利要求1所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述逃气管为不锈钢材质。9.据权利要求4所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述条形板包括直线形条形板和异型条形板。10.据权利要求9所述的一种粉末冶金成型压机用送粉靴,其特征在于:所述异型条形板包括波浪形条形板、弧形条形板、v字形条形板。
技术总结
本实用新型属于粉末冶金成型压机配件技术领域,具体涉及一种粉末冶金成型压机用送粉靴,粉末冶金成型压机包括阴模模腔、阴模、下冲、送粉管和送粉靴,所述送粉靴底部设有逃气管,所述逃气管横向安装,克服了现有技术的不足,在不降低送粉靴速度的情况下,在送粉靴底部安装横向逃气管,可以有效排出粉末填充时的阴模模腔内的气体。可以保证生产效率,同时粉末填充均匀提高产品质量。末填充均匀提高产品质量。末填充均匀提高产品质量。
技术研发人员:翟东宇
受保护的技术使用者:翟东宇
技术研发日:2021.08.23
技术公布日:2022/4/1
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1