一种连铸扇形段辊系对中调整装置的制作方法
1.本实用新型属于连铸设备技术领域,特别是涉及一种连铸扇形段辊系对中调整装置。
背景技术:
2.连铸即为连续铸钢的简称。连铸设备主要由钢包回转台、中间罐、中间罐车、结晶器、结晶器振动台、弯曲段、扇形段等构成。扇形段由内弧框架、外弧框架、拉杆和导向立柱、扇形段液压夹紧装置、驱动辊压下装置、驱动辊、从动辊、设备配管等组成;内、外弧框架均为板式焊接框架结构,结构简单,刚性大,四根导向立柱固定于外弧框架上,内弧框架通过导向立柱和夹紧液压缸固定在辊缝调节装置上,内弧框架的升降和夹紧采用四个夹紧液压缸来实现。
3.单独内、外弧框架在安装完成后,需要调整辊系的对中尺寸。如图1和2所示,目前,需要用到特殊辅具对中框架,并且需要通过测量h1、h2,然后再测量ha、hb、hc尺寸,根据理论数值综合算出尺寸,测量时费时费力,成本增加。
技术实现要素:
4.本实用新型为解决现有技术存在的问题,提供了一种连铸扇形段辊系对中调整装置,该对中调整装置采用等高方箱调基础高度,通过第一平尺调整两端辊子的水平,用第一平尺作为扇形段基准,并用百分表针对基准尺寸测量出每一列辊子的互差值,再借用第二平尺,用百分表测量单列辊子的水平及圆周度,从而测量出扇形段辊系的对中尺寸,使得调整时间大大缩短,效率提高。
5.本实用新型是这样实现的,一种连铸扇形段辊系对中调整装置,包括四个等高方箱、两个第一平尺、第二平尺和百分表,四个所述等高方箱位于扇形段框架的底部,两个所述第一平尺放置于扇形段辊系上、且位于扇形段辊系的两端、且与各列辊子垂直,所述第二平尺放置于两个第一平尺上、且与第一平尺垂直,所述百分表架设在磁性表座上;
6.当测量各列棍子的互差值时,所述磁性表座放置在第一平尺上;当测量单列棍子的水平及圆周度时,所述磁性表座放置在第二平尺上。
7.在上述技术方案中,优选的,四个所述等高方箱位于扇形段框架底部的四个角处。
8.在上述技术方案中,优选的,四个所述等高方箱的平面度≤0.1mm。
9.本实用新型具有的优点和积极效果是:
10.本实用新型由于采用了全新的技术方案,与现有技术相比,只需要加工4件等高方箱就可满足基准尺寸调平,省掉了制作对中框架辅具的成本;并通过第一平尺调整到两端辊子的水平,采用百分表针对基准尺寸测量出每一列辊子的互差值,再借用第二平尺,用百分表测量单列辊子的水平及圆周度,从而测量出扇形段框架辊系的对中尺寸,减少了50%调整时间,提高效率,使整个装配测量周期从8天缩短到4天完成框架的调整。
附图说明
11.图1是现有技术中进行上框架对中的结构示意图;
12.图2是现有技术中进行下框架对中的结构示意图;
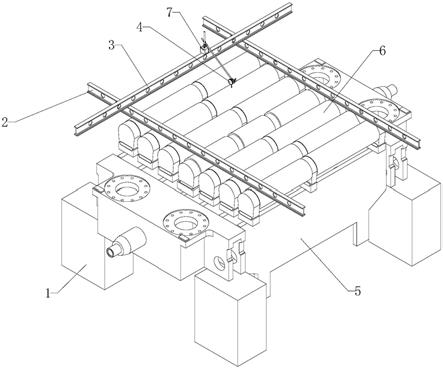
13.图3是本实用新型的实施例提供的连铸扇形段辊系对中调整装置的立体图;
14.图4是本实用新型的实施例提供的连铸扇形段辊系对中调整装置的主视图;
15.图5是本实用新型的实施例提供的连铸扇形段辊系对中调整装置的侧视图。
16.图中:1、等高方箱;2、第一平尺;3、第二平尺;4、百分表;5、扇形段框架;6、扇形段辊系;7、磁性表座。
具体实施方式
17.为能进一步了解本实用新型的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下:
18.实施例
19.请参阅图3~5,本实用新型的实施例提供一种连铸扇形段辊系对中调整装置,包括四个等高方箱1、两个第一平尺2、第二平尺3和百分表4,四个所述等高方箱1位于扇形段框架5的底部、且位于扇形段框架5底部的四个角处,四个所述等高方箱1的平面度≤0.1m。两个所述第一平尺2放置于扇形段辊系6上、且位于扇形段辊系6的两端、且与各列辊子垂直,所述第二平尺3放置于两个第一平尺2上、且与第一平尺2垂直,所述百分表4架设在磁性表座7上。
20.当测量各列棍子的互差值时,所述磁性表座7放置在第一平尺2上;当测量单列棍子的水平及圆周度时,所述磁性表座7放置在第二平尺3上。
21.本实用新型的具体工作过程如下:
22.加工四件等高方箱1作为基础,将扇形段框架5置于等高方箱1上。将两个第一平尺2放在扇形段辊系6上,测出第一平尺2到等高方箱1的实际数值,即为扇形段理论数值。然后通过调整扇形段辊系6与扇形段框架5之间的垫片组厚度,采用内径千分尺测量等高方箱1到第一平尺2下端的数据,使第一平尺2与扇形段基准平行,即保证扇形段1号辊、7号辊保证水平。
23.将磁性表座7放置在第一平尺2上,用1号辊将百分表4调零,以此测量2-7号辊的数据,得出的数据即为当前辊与1号辊的差值,根据理论数据调整每列辊下方的垫片组厚度,以满足装配需求。
24.如图4所示,将第二平尺3放置于调整好的两件第一平尺2上,并将磁性表座7放置在第二平尺3上,通过滑动百分表4,可以检出单列辊子的水平及圆周度。
25.本实用新型减少了50%调整时间,提高效率,使整个装配测量周期从8天缩短到4天完成框架的调整
26.以上所述仅是对本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本实用新型技术方案的范围内。
技术特征:
1.一种连铸扇形段辊系对中调整装置,其特征在于,包括四个等高方箱、两个第一平尺、第二平尺和百分表,四个所述等高方箱位于扇形段框架的底部,两个所述第一平尺放置于扇形段辊系上、且位于扇形段辊系的两端、且与各列辊子垂直,所述第二平尺放置于两个第一平尺上、且与第一平尺垂直,所述百分表架设在磁性表座上;当测量各列棍子的互差值时,所述磁性表座放置在第一平尺上;当测量单列棍子的水平及圆周度时,所述磁性表座放置在第二平尺上。2.根据权利要求1所述的连铸扇形段辊系对中调整装置,其特征在于,四个所述等高方箱位于扇形段框架底部的四个角处。3.根据权利要求1所述的连铸扇形段辊系对中调整装置,其特征在于,四个所述等高方箱的平面度≤0.1mm。
技术总结
本实用新型公开了一种连铸扇形段辊系对中调整装置,包括四个等高方箱、两个第一平尺、第二平尺和百分表,四个等高方箱位于扇形段框架的底部的四个角处,四个等高方箱的平面度≤0.1mm;两个第一平尺放置于扇形段辊系上、且位于扇形段辊系的两端、且与各列辊子垂直,第二平尺放置于两个第一平尺上、且与第一平尺垂直,百分表架设在磁性表座上;当测量各列棍子的互差值时,磁性表座放置在第一平尺上;当测量单列棍子的水平及圆周度时,磁性表座放置在第二平尺上。本实用新型减少了50%调整时间,提高效率,使整个装配测量周期从8天缩短到4天完成框架的调整。完成框架的调整。完成框架的调整。
技术研发人员:鲁建峰 闫旭
受保护的技术使用者:一重集团天津重工有限公司
技术研发日:2021.08.30
技术公布日:2022/2/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1