一种美容钳八字浇口精铸模具的制作方法
1.本实用新型涉及一种美容钳八字浇口精铸模具。
背景技术:
2.美容钳是修甲美甲师傅经常用于修剪指甲和剪死皮的工具,然而,美容钳大都是通过精铸模具铸造出来,传统的美容钳精铸模具大都是将浇口设置在离主钳体模型和副钳体模型距离柄体尾端几毫米地方,并且浇口与主钳体模型和副钳体模型的连接处设为长方形断口,由于长方形断口在铸造美容钳钳体过程中,长方形断口与主钳体和副钳体连接处较厚,而且长方形断口离钳柄尾端还有几毫米距离,在铸造美容钳钳体脱件时非常容易断尾,从而造成加工废品多,铸造成本高,出货率不大等缺点。
技术实现要素:
[0003] 本实用新型所要解决的技术问题就在于克服现有技术的不足,提供一种美容钳八字浇口精铸模具,通过该精铸模具铸造出来的主钳体和副钳体下模不断尾,脱蜡干净使钳体表面光滑、无气孔,有效减少了大量工序,节约了大量资源,提高了出货率。
[0004] 本实用新型是通过以下技术方案来实现:
[0005]
根据本实用新型采用的一个技术方案:本实用新型公开了一种美容钳八字浇口精铸模具,包括有上模和下模,上模和下模上均设有流料道连接主钳体模型和副钳体模型,上模与下模合模后,铸件蜡在进料道注入流料道经浇口模型填充主钳体模型和副钳体模型,所述在浇口模型上设有八字型断口,其中,该八字型断口的宽口端与流料道连接,八字型断口的窄口端与主钳体模型和副钳体模型连接,八字型断口与主钳体模型和副钳体模型柄体尾端平齐,在铸造主钳体和副钳体脱模时,通过八字型断口与主钳体和副钳体的钳柄尾端平齐连接,则完全使主钳体和副钳体在下件的过程中没有断尾,脱模时就能够将铸造蜡脱得干干静静,使主钳体和副钳体柄部表面光滑无气孔。
[0006]
所述的主钳体模型和副钳体模型各设为1-50个。
[0007]
采用上述结构,本实用新型将浇口做到跟钳柄尾部平齐,由于在浇口上设有八字型断口,八字型断口的窄口端与主钳体和副钳体连接,八字型断口的宽口端与流料道连接,在铸造过程中,能够完全脱干净铸造模具内的蜡,从而使生产出来的美容钳钳体表面光滑,无气孔,而且,八字型断口能够完全使美容钳在下件的过程中不会断尾,提高了铸造成品率,从而节约了大量资源,减少了大量工序,提高了出货率。
[0008] 除了上面所描述的目的、特征和优点之外,本实用新型还有其它的目的、特征和优点。下面将参照图,对本实用新型作进一步详细说明。
附图说明
[0009]
构成本申请的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图
中:
[0010]
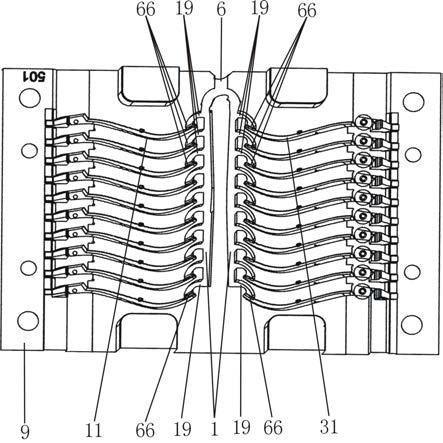
图1是本实用新型优选实施例一种美容钳八字浇口精铸模具结构示意图;
[0011]
图2是本实用新型优选实施例一种美容钳八字浇口精铸模具的下模结构示意图;
[0012]
图3是本实用新型优选实施例一种美容钳八字浇口精铸模具的下模局部放大示意图;
[0013]
图4是本实用新型优选实施例一种美容钳八字浇口精铸模具的浇口与主钳体和副钳体连接结构示意图;以及
[0014]
图5是本实用新型优选实施例一种美容钳八字浇口精铸模具的八字型断口与钳柄连接结构示意图。
具体实施方式
[0015]
需要说明的是,在不冲突的情况下。本申请中的实施例及实施中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
[0016] 请参见附图说明,图1示出本实用新型一种美容钳八字浇口精铸模具结构图。图2示出本实用新型一种美容钳八字浇口精铸模具的下模结构示意图。图3示出了本实用新型一种美容钳八字浇口精铸模具的下模局部放大结构示意图。图4示出了本实用新型一种美容钳八字浇口精铸模具的主钳体和副钳体与浇口连接结构示意图。图5示出了本实用新型一种美容钳八字浇口精铸模具的八字型断口与钳柄连接结构示意图。
[0017] 作为本实用新型的第一个技术方案,如附图1、附图2、附图3、附图4、附图5所示,本实用新型公开了一种美容钳八字浇口精铸模具,包括有上模9和下模2,上模和下模上均设有流料道1连接主钳体模型11和副钳体模型31,上模与下模合模后,铸件蜡在进料道6注入流料道经浇口模型19填充主钳体模型和副钳体模型,所述在浇口模型上设有八字型断口66,其中,该八字型断口的宽口端8与流料道连接,八字型断口的窄口端31与主钳体模型和副钳体模型连接,八字型断口与主钳体模型和副钳体模型柄体尾端平齐,在铸造主钳体25和副钳体88脱模时,通过八字型断口与主钳体和副钳体钳柄56尾端平齐连接,则完全使主钳体和副钳体在下件的过程中没有断尾,脱模时就能够将铸造蜡脱得干干静静,使主钳体和副钳体柄部表面光滑无气孔。
[0018]
所述的主钳体模型和副钳体模型各设为1-50个,实际在生产中可以根据厂家而定模具大小来布置主钳体模型和副钳体模型数量。
[0019]
以上所述仅是本实用新型的最佳方案而已,本实用新型可以有各种更改和变化,凡在本实用新型的精神和原理之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围内。
技术特征:
1.一种美容钳八字浇口精铸模具,包括有上模(9)和下模(2),上模和下模上均设有流料道(1)连接主钳体模型(11)和副钳体模型(31),上模与下模合模后,铸件蜡在进料道(6)注入流料道经浇口模型(19)填充主钳体模型和副钳体模型,其特牲在于,在所述浇口模型上设有八字型断口(66),其中,该八字型断口的宽口端(3)与流料道连接,八字型断口的窄口端(8)与主钳体模型和副钳体模型连接,八字型断口与主钳体模型和副钳体模型柄体尾端平齐,在铸造主钳体(25)和副钳体(88)脱模时,通过八字型断口与主钳体和副钳体的钳柄(56)尾端平齐连接,则完全使主钳体和副钳体在下件的过程中没有断尾,脱模时就能够将铸造蜡脱得干干静静,使主钳体和副钳体柄部表面光滑无气孔。2.根据权利要求1所述一种美容钳八字浇口精铸模具,其特征在于,所述的主钳体模型和副钳体模型各设为1-50个。
技术总结
本实用新型公开了一种美容钳八字浇口精铸模具,包括有上模和下模,上模和下模上均设有流料道连接主钳体模型和副钳体模型,铸件蜡在进料道注入流料道经浇口模型填充主钳体模型和副钳体模型,所述在浇口模型上设有八字型断口,该八字型断口的宽口端与流料道连接,八字型断口的窄口端与主钳体模型和副钳体模型连接,八字型断口与主钳体模型和副钳体模型柄体尾端平齐,在铸造主钳体和副钳体脱模时,则完全使主钳体和副钳体在下件的过程中没有断尾,脱模时就能够将铸造蜡脱得干干静静,使主钳体和副钳体柄部表面光滑无气孔。本实用新型脱蜡干净使钳体表面光滑、有效减少了大量工序,节约了大量资源,提高了出货率。提高了出货率。提高了出货率。
技术研发人员:苏德政
受保护的技术使用者:苏德政
技术研发日:2021.10.02
技术公布日:2022/2/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1