一种二次脱模精密压铸模具的制作方法
1.本实用新型属于模具技术领域,具体涉及一种二次脱模精密压铸模具。
背景技术:
2.现有的压铸模具在压铸一些体积小、深度高以及精度高的产品时,其压铸效果较差,外表面的质量无法得到保证。
技术实现要素:
3.本实用新型的目的是为了提供一种二次脱模精密压铸模具,提高铸件产品的外表面质量,提高压铸的效率和质量。
4.为实现上述目的,本实用新型提供如下技术方案:一种二次脱模精密压铸模具,其特征在于,包括第一模脚以及第二模脚,所述第一模脚和第二模脚上设置有导柱,所述导柱上设置有第一动模板、第二动模板以及静模板,所述第二动模板设置在所述第一动模板和静模板之间,所述第一动模板和第二动模板沿所述导柱方向移动,所述第一模脚和第二模脚之间设置有第一靠板和第二靠板,所述第一靠板连接有第一顶杆,所述第二靠板连接有第二顶杆,所述第一顶杆与所述第二顶杆向静模板一侧延伸设置,所述第一靠板上还设置有复位顶杆,所述复位顶杆向静模板一侧延伸,所述第二靠板的两侧转动设置有限位斜块,所述限位斜块的一侧联动设置有推杆,所述推杆位于所述第一靠板和第一动模板形成的滑动腔中且沿所述滑动腔相对滑动。
5.本实用新型进一步设置,所述第二动模板内设置有第一模芯,所述第一顶杆分布于所述第一模芯的周围。
6.本实用新型进一步设置,所述静模板内设置有第二模芯,所述第二模芯内形成有型腔。
7.本实用新型的脱模过程如下:首先在合模状态下,第一动模板、第二动模板以及静模板紧密贴合。另外在合模的过程中,复位顶杆推动第一靠板向第一模脚方向移动,当第一靠板与第二靠板接触后,第一靠板和第二靠板继续在复位顶杆的作用下移动直至第二靠板和第一模块紧密贴合,此时在第一靠板移动的过程中,第一靠板沿着推杆滑动,推杆是固定的,因此在第二靠板移动的同时,限位斜块同步移动,从而推杆限位斜块之间存在间距,为分开状态。
8.当需要进行分模时,第一动模板、第二动模板以及静模板分离,随后压机作用于第二靠板,第二靠板向第一靠板一侧移动,然后推杆与限位斜块接触,推杆作用于限位斜块转动,限位斜块与第一靠板接触,从而能够在压机的作用下第一靠板移动从而第二顶杆继续向型腔一侧进行移动,从而将产品从型腔中推出,同时第一顶杆进去到排气孔中将排气孔中的废料进行排出,实现快速脱模。
9.本实用新型的有益效果,通过第一靠板、第二靠板、第一顶杆、第二顶杆、限位斜块和推杆的作用,实现了对压铸产品的快速脱模,提高了铸件产品的外表面质量,提高压铸的
效率和质量。
附图说明
10.此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
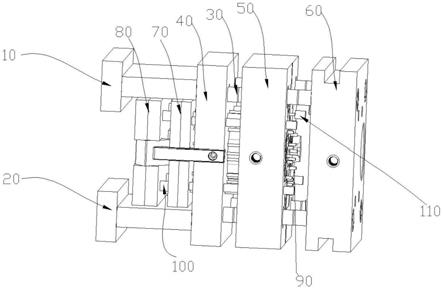
11.图1为本实用新型实施例的立体图1。
12.图2为本实用新型实施例的剖视图。
13.图3为本实用新型实施例的立体图2。
14.附图标记:10、第一模脚;20、第二模脚;30、导柱;40、第一动模板; 50、第二动模板;60、静模板;70、第一靠板;80、第二靠板;90、第一顶杆;100、第二顶杆;110、复位顶杆;120、限位斜块;130、推杆;140、滑动腔;150、第一模芯;160、第二模芯;170、型腔;
具体实施方式
15.以下将配合附图及实施例来详细说明本申请的实施方式,以便对本申请如何应用技术手段来解决技术问题并达成技术功效的实现过程能充分理解并据以实施。
16.如图1-3所示,本实用新型为一种二次脱模精密压铸模具,包括第一模脚10以及第二模脚20,所述第一模脚10和第二模脚20上设置有导柱30,所述导柱30上设置有第一动模板40、第二动模板50以及静模板60,所述第二动模板50设置在所述第一动模板40和静模板60之间,所述第一动模板 40和第二动模板50沿所述导柱30方向移动,所述第一模脚10和第二模脚 20之间设置有第一靠板70和第二靠板80,所述第一靠板70连接有第一顶杆 90,所述第二靠板80连接有第二顶杆100,所述第一顶杆90与所述第二顶杆100向静模板60一侧延伸设置,所述第一靠板70上还设置有复位顶杆110,所述复位顶杆110向静模板60一侧延伸,所述第二靠板80的两侧转动设置有限位斜块120,所述限位斜块120的一侧联动设置有推杆130,所述推杆 130位于所述第一靠板70和第一动模板40形成的滑动腔140中且沿所述滑动腔140移动。
17.所述第二动模板50内设置有第一模芯150,所述第一顶杆90分布于所述第一模芯的周围,所述静模板60内设置有第二模芯160,所述第二模芯160 内形成有型腔170。
18.本实用新型的脱模过程如下:首先在合模状态下,第一动模板40、第二动模板50以及静模板60紧密贴合。另外在合模的过程中,复位顶杆110推动第一靠板70向第一模脚10方向移动,当第一靠板70与第二靠板80接触后,第一靠板70和第二靠板80继续在复位顶杆110的作用下移动直至第二靠板80和第一模块紧密贴合,此时在第一靠板70移动的过程中,第一靠板 70沿着推杆130滑动,推杆130是固定的,因此在第二靠板80移动的同时,限位斜块120同步移动,从而推杆130限位斜块120之间存在间距,为分开状态。
19.当需要进行分模时,第一动模板40、第二动模板50以及静模板60分离,随后压机作用于第二靠板80,第二靠板80向第一靠板70一侧移动,然后推杆130与限位斜块120接触,推杆130作用于限位斜块120转动,限位斜块 120与第一靠板70接触,从而能够在压机的作用下第一靠板70移动从而第二顶杆100继续向型腔170一侧进行移动,从而将产品从型腔170中推出,同时第一顶杆90进去到排气孔中将排气孔中的废料进行排出,实现快速脱模。
20.如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应
可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接收的误差范围内,本领域技术人员能够在一定误差范围内解决所述技术问题,基本达到所述技术效果。
21.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
技术特征:
1.一种二次脱模精密压铸模具,其特征在于,包括第一模脚以及第二模脚,所述第一模脚和第二模脚上设置有导柱,所述导柱上设置有第一动模板、第二动模板以及静模板,所述第二动模板设置在所述第一动模板和静模板之间,所述第一动模板和第二动模板沿所述导柱方向移动,所述第一模脚和第二模脚之间设置有第一靠板和第二靠板,所述第一靠板连接有第一顶杆,所述第二靠板连接有第二顶杆,所述第一顶杆与所述第二顶杆向静模板一侧延伸设置,所述第一靠板上还设置有复位顶杆,所述复位顶杆向静模板一侧延伸,所述第二靠板的两侧转动设置有限位斜块,所述限位斜块的一侧联动设置有推杆,所述推杆位于所述第一靠板和第一动模板形成的滑动腔中且沿所述滑动腔相对滑动。2.根据权利要求1所述的一种二次脱模精密压铸模具,其特征在于,所述第二动模板内设置有第一模芯,所述第一顶杆分布于所述第一模芯的周围。3.根据权利要求2所述的一种二次脱模精密压铸模具,其特征在于,所述静模板内设置有第二模芯,所述第二模芯内形成有型腔。
技术总结
本实用新型为一种二次脱模精密压铸模具,包括第一模脚以及第二模脚,所述第一模脚和第二模脚上设置有导柱,所述导柱上设置有第一动模板、第二动模板以及静模板,所述第一模脚和第二模脚之间设置有第一靠板和第二靠板,第一靠板连接有第一顶杆,第二靠板连接有第二顶杆,所述第一顶杆与所述第二顶杆向静模板一侧延伸设置,第一靠板上还设置有复位顶杆,所述复位顶杆向静模板一侧延伸,第二靠板的两侧转动设置有限位斜块。本实用新型的有益效果通过第一靠板、第二靠板、第一顶杆、第二顶杆、限位斜块和推杆的作用,实现了对压铸产品的快速脱模,提高了铸件产品的外表面质量,提高压铸的效率和质量。效率和质量。效率和质量。
技术研发人员:苏建彬 李培杜 李光福
受保护的技术使用者:倬航防爆科技有限公司
技术研发日:2021.10.15
技术公布日:2022/4/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1