一种砂型铸造造型用组合式快换型板的制作方法
1.本实用新型涉及铸造工艺装置技术领域,更具体的是涉及一种砂型铸造造型用组合式快换型板。
背景技术:
2.随着铸造行业竞争的日趋激烈,“多品种、小批量、混批多元化生产”已经成为高端铸件的主导生产方式,为适应这种生产模式,提高铸造生产所用工装的产品适用性已成为一种趋势,因此,通过快换型板实现铸造造型时的快速换产,有效缩短换模时间,提升小批量铸件生产的效率,降低生产成本是当前铸造生产急需解决的问题。
3.当前,砂型铸造生产所用型板多为专用型板,产品针对性强,适用于大批量生产模式;当用于小批量铸件生产时,需根据具体铸件制作专用型板,造型时需频繁更换型板,而传统的专用型板需要的换模时间长,造成了生产效率低下的同时生产成本高。
技术实现要素:
4.为了克服上述现有技术的不足,本实用新型提供了一种砂型铸造造型用组合式快换型板,以解决上述背景技术中提出的问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种砂型铸造造型用组合式快换型板,包括模板框、定位销、导向销、螺钉和快换型板,所述模板框的左侧安装有定位销,所述模板框的右侧安装有导向销,所述模板框的四周通过螺钉安装有快换型板,所述定位销、导向销和快换型板均安装在模板框的同一侧。
6.作为优选,所述模板框整体为方型框,所述模板框的左、右两侧壁的中间位置均设有向外延伸的梯形凸起,所述梯形凸起的外侧中部位置均向外延伸有柱形柄。
7.作为优选,所述模板框的中部为凹陷结构,所述凹陷结构用于安装快换型板。
8.作为优选,所述模板框左侧梯形凸起的中心设有安装孔,所述安装孔用于安装定位销。
9.作为优选,所述模板框右侧梯形凸起的中心设有安装孔,所述安装孔用于安装导向销。
10.作为优选,所述导向销上安装有衬套。
11.作为优选,所述螺钉包括螺杆和螺母,所述螺杆的大径端与快换型板螺纹连接,所述螺杆的小径端活动贯穿模板框后与螺母螺纹连接。
12.作为优选,所述螺母和模板框之间设置有套设于螺杆小径端的垫圈。
13.本实用新型的有益效果如下:
14.其一,该实用新型采用了组合式结构,即在造型前只需要根据不同铸件的需要选择快换型板,再通过螺钉将快换型板安装在模板框上即可,避免了传统专用型板根据不同铸件频繁更换型板时需要的换模时间长的问题,生产效率大大提高;
15.其二,该用新型的模板框、定位销、导向销和螺钉均为标准件,仅需根据具体产品
制造快换型板,制造和生产成本低;
16.其三,该实用新型对砂型铸造的适用性较好,针对不同产品选择快换型板,实现了快速换产,使用操作简单。
附图说明
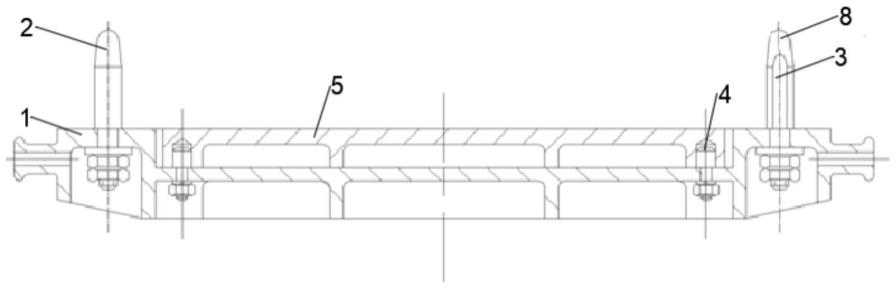
17.图1为本实用新型的整体结构示意图;
18.图2为本实用新型俯视图。
19.图中标记为:1-模板框,2-定位销,3-导向销,4-螺钉,5-快换型板,6-梯形凸起,7-柱形柄,8-衬套。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.实施例1:
22.如图1、2所示,一种砂型铸造造型用组合式快换型板,包括模板框1、定位销2、导向销3、螺钉4和快换型板5,所述模板框1的左侧安装有定位销2,所述模板框1的右侧安装有导向销3,所述模板框1的四周通过螺钉4安装有快换型板5,所述定位销2、导向销3和快换型板5均安装在模板框1的同一侧。
23.所述定位销2用于实现砂型定位,所述导向销3用于实现砂型定向,造型前,只需要根据不同铸件的需要选择快换型板5,再通过螺钉4将快换型板5安装在模板框1上即可,避免了传统专用型板根据不同铸件频繁更换型板需要的换模时间长的问题,生产效率大大提高,同时,所述模板框1、定位销2、导向销3和螺钉4均为标准件,仅需根据具体产品制造快换型板5,制造和生产成本低。
24.实施例2:
25.在实施例1的基础上,所述模板框1整体为方型框,所述模板框1的左、右两侧壁的中间位置均设有向外延伸的梯形凸起6,所述梯形凸起6的外侧中部位置均向外延伸有柱形柄7。
26.所述模板框1的中部为凹陷结构,所述凹陷结构用于安装快换型板5。
27.所述模板框1左侧梯形凸起6的中心设有安装孔,所述安装孔用于安装定位销2。
28.所述模板框1右侧梯形凸起6的中心设有安装孔,所述安装孔用于安装导向销3。
29.所述导向销3上安装有衬套8,所述衬套8用于保护导向销3。
30.所述螺钉4包括螺杆和螺母,所述螺杆的大径端与快换型板5螺纹连接,所述螺杆的小径端活动贯穿模板框1后与螺母螺纹连接。
31.所述螺母和模板框1之间设置有套设于螺杆小径端的垫圈。
32.在使用本实用新型一种砂型铸造造型用组合式快换型板时,在模板框1的梯形凸起的安装孔上安装好定位销2和导向销3,根据不同铸件的需要选择快换型板5,再通过螺钉4将快换型板5安装在模板框1的凹陷处,造型时,通过定位销2实现砂型定位,通过导向销3
实现砂型定向。
33.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
技术特征:
1.一种砂型铸造造型用组合式快换型板,其特征在于,包括模板框(1)、定位销(2)、导向销(3)、螺钉(4)和快换型板(5),所述模板框(1)的左侧安装有定位销(2),所述模板框(1)的右侧安装有导向销(3),所述模板框(1)的四周通过螺钉(4)安装有快换型板(5),所述定位销(2)、导向销(3)和快换型板(5)均安装在模板框(1)的同一侧。2.根据权利要求1所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述模板框(1)整体为方型框,所述模板框(1)的左、右两侧壁的中间位置均设有向外延伸的梯形凸起(6),所述梯形凸起(6)的外侧中部位置均向外延伸有柱形柄(7)。3.根据权利要求2所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述模板框(1)的中部为凹陷结构,所述凹陷结构用于安装快换型板(5)。4.根据权利要求2所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述模板框(1)左侧梯形凸起(6)的中心设有安装孔,所述安装孔用于安装定位销(2)。5.根据权利要求2所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述模板框(1)右侧梯形凸起(6)的中心设有安装孔,所述安装孔用于安装导向销(3)。6.根据权利要求1所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述导向销(3)上安装有衬套(8)。7.根据权利要求1所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述螺钉(4)包括螺杆和螺母,所述螺杆的大径端与快换型板(5)螺纹连接,所述螺杆的小径端活动贯穿模板框(1)后与螺母螺纹连接。8.根据权利要求7所述的一种砂型铸造造型用组合式快换型板,其特征在于,所述螺母和模板框(1)之间设置有套设于螺杆小径端的垫圈。
技术总结
本实用新型公开了一种砂型铸造造型用组合式快换型板,涉及铸造工艺装置技术领域,解决现有的技术问题,包括模板框、定位销、导向销、螺钉和快换型板,所述模板框的左侧安装有定位销,所述模板框的右侧安装有导向销,所述模板框的四周通过螺钉安装有快换型板,所述定位销、导向销和快换型板均安装在模板框的同一侧,该实用新型避免了传统专用型板根据不同铸件频繁更换型板时需要的换模时间长的问题,具有生产效率高、制造和生产成本低和使用操作简单的优点。单的优点。单的优点。
技术研发人员:杨小冬 宋海锋 唐锦球 马文龙 贺伟 马训山 罗辉 张晏 吴昊 王卓恒
受保护的技术使用者:江麓机电集团有限公司
技术研发日:2021.10.21
技术公布日:2022/6/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1